
Моделирование гибки для листогибочных прессов представляет собой инновационный подход, который имеет значительное влияние на современное производство металлических деталей. Этот метод предлагает множество преимуществ, которые позволяют оптимизировать и улучшить процесс гибки. От точности и качества готовых изделий до повышения эффективности производства и сокращения затрат - моделирование гибки предоставляет широкий спектр выгод, которые способствуют достижению оптимальных результатов. В данной статье мы рассмотрим основные преимущества моделирования гибки для листогибочных прессов и их влияние на современную промышленность.
Это вторая часть статьи, перед прочтением советуем ознакомиться с первой частью в нашем блоге.
В небольших цехах инженер или менеджер по продажам заходит в чей-то офис или в цех с распечатками в руках. Можем ли мы сформировать это? Будет ли проблемой то отверстие рядом с линией сгиба?
Хорошая новость заключается в том, что, по крайней мере, вопросы задаются на ранней стадии, до подачи коммерческого предложения клиенту. Плохая новость заключается в том, что эти усилия требуют времени, особенно когда отдел, отвечающий за выставление цены работает с отставанием от графика. Слишком часто заводские цеха теряют работу не потому, что слишком завышают цену, а потому, что слишком поздно её выставляют.
Отсюда ценность программного обеспечения для ценообразования и моделирования изгибов, особенно при наличии цифровых файлов конструкции. Некоторые программы для составления сметы могут быть настроены на установку определенных "красных флажков": отверстие или другая особенность вблизи линии изгиба или слишком узкий фланец для оптимальной ширины штампа.
Некоторые цеха идут дальше и фактически отправляют деталь через первоначальное моделирование изгиба. "Вы можете относительно быстро выполнить автономное программирование изгиба" - говорит Дакота Бэрд, владелец продуктов SigmaNest и SigmaBend в Цинциннати, штат Огайо. "Некоторые инструменты позволяют выполнять моделирование без необходимости знать, как использовать все элементы программного обеспечения. Вы загружаете деталь, программа анализирует её и говорит, возможно ли её изготовить или нет. Если это невозможно, то тогда нужно привлечь человека с немного большим опытом в программировании изгибов".
Такое моделирование позволяет быстро проверить, действительно ли можно сформировать деталь с помощью имеющегося инструмента. Если нет, можно ли изменить стратегию изгиба? Или поможет новая оснастка из каталога поставщика. Чтобы облегчить ответ на этот вопрос, пакеты моделирования гибки объединяют каталоги основных поставщиков оснастки.
Чем больше работы по оптимизации конструкции детали можно выполнить на этом этапе, тем лучше. Это включает в себя проектирование деталей на основе инструментов, которые использует цех. "Если деталь проектируется под определенный радиус, то необходимо выбрать набор инструментов для достижения этого радиуса" - говорит Чакраборти. "Моделирование гибки рассчитывает на основе этих инструментов, что будет достигнут определенный радиус. Вопрос о том, приемлемо это или нет, решается не на производстве, а во время моделирования изгиба".
Насколько глубоко в оптимизации конструкции детали погружается отдел, отвечающий за ценообразование, зависит от деловой практики и стратегии предприятия. Вопросы кажутся бесконечными. Входит ли данная работа в основные возможности цеха? Если деталь большая, сможет ли один оператор справиться с ней в течение нескольких дней, или ему потребуется помощь (что, в свою очередь, влияет на стоимость рабочей силы)? Столкнувшийся с трудностями оператор создает проблемы безопасности и эргономики на рабочем месте, а также проблемы качества: трудно добиться повторяемых изгибов, когда большая заготовка без опоры находится под действием силы тяжести.
Или работа включает в себя изгиб, требующий минимальной длины станины или определенного типа листогибочного пресса, например тандемного листогибочного пресса. Требуют ли особенности детали специальной оснастки? Есть ли проблемы с тоннажем, особенно для толстых деталей? Нужно ли беспокоиться о короткой длине фланца? Существуют ли проблемы косметического характера или повреждения, например наконечник пуансона? В цехе, может быть, в наличии оснастка и нужные станки, но как часто они доступны?
Многим нравится составлять как можно более полные сметы и рассматривать все возможные варианты, но, с другой стороны, самое быстрое предложение часто выигрывает тендер. Чем больше данных поступает в процесс составления цены и чем лучше становится программное обеспечение для ценообразования и моделирования, тем более точными и полными могут быть даже самые быстрые предложения.
Как только тендер выигран, начинается обработка заказа и планирование, включая моделирование гибки. При моделировании учитывается материал, тип машины, оснастка, оптимальная последовательность гибки, глубина гибки и тоннаж формовки.
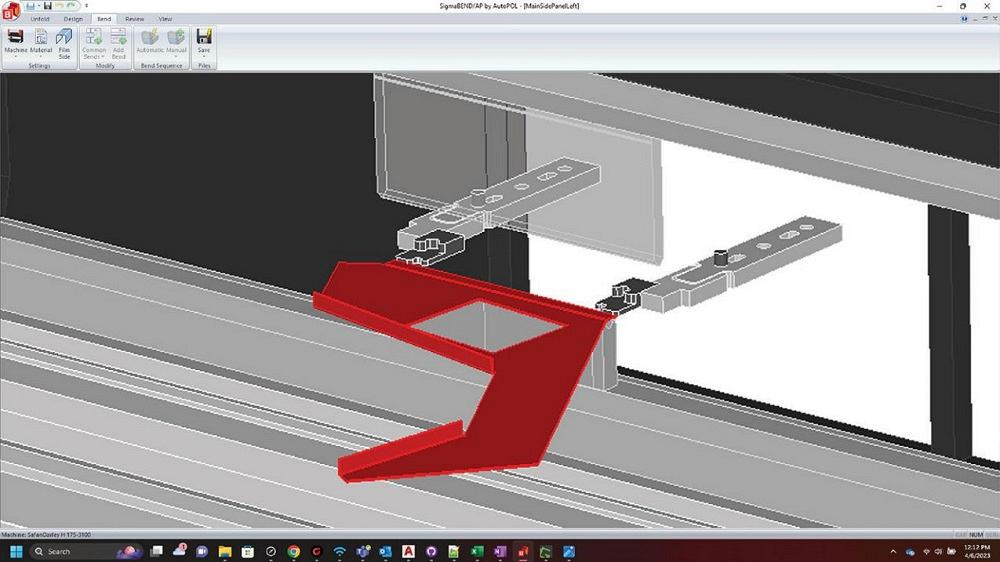
Программное обеспечение моделирует последовательность гибки с учетом возможностей многоосевого заднего упора.
"Все эти и другие факторы учитываются во время моделирования" - говорит Чакраборти. "Это приводит к правильному выбору не только инструментов, но и последовательности гибки".
Некоторые программисты могут определить "любимые" инструменты в программном обеспечении, обычно это группа часто используемых инструментов, которые доступны для использования в цехе. Кроме того, они могут взять несколько конструкторских файлов и автоматически обработать их в программе для нескольких листогибочных прессов, чтобы выяснить, какие из них могут их формовать, а какие нет, учитывая имеющийся инструмент, длину станины, возможности заднего упора и тоннаж.
На многих предприятиях некоторые задания могут быть смоделированы, а затем отправлены для гибки на станок. Оператор загружает программу и приступает к работе. В зависимости от предпочтений компании и передового опыта, некоторые программы позволяют операторам выбирать, последовательность гибки.
Новые листогибочные прессы с ЧПУ предлагают 3D-симуляцию гибки прямо на пульте управления, со встроенной системой защиты от ошибок, с разным цветом верхней и нижней поверхностей на экране и визуальными пошаговыми инструкциями.
Оператор может делать программные заметки, которые затем вносятся в файл моделирования. Любые заметки программы сохраняются для будущих запусков и доступны для всеобщего обозрения - никакого недопонимания между разными операторами или разными сменами.
Опять же, чем больше данных имеет симуляция, тем лучше, и это включает в себя то, как формируется конкретный материал от конкретных поставщиков. Как объяснил Бэрд, "некоторые производители проводят испытания по тестовым образцам. Например, для различных типов низкоуглеродистой стали они берут квадратные тестовые образцы, сгибают их под разными углами, измеряют определенные характеристики, а затем вводят данные в определенные поля программного обеспечения. В этот момент программное обеспечение использует эти данные, применяя определенный коэффициент k для одной низкоуглеродистой стали, но для этой низкоуглеродистой стали от другого поставщика коэффициент k будет немного изменен".
Вооруженные правильным программным обеспечением, программисты сегодня могут не ограничиваться только гибкой, а сосредоточиться на общей картине. Как насчет характеристик заготовок? Если для них требуются микровыступы, будут ли эти края зачищены перед формовкой? Если нет, будет ли расположение этих выступов мешать задним упорам на листогибе? Кроме того, каковы требования к направлению прокатки для обеспечения оптимальной повторяемости гибки при соблюдении косметических требований? Многие пакеты моделирования обмениваются данными между раскроем и формовкой, чтобы переменные при резке не противоречили переменным при гибке.
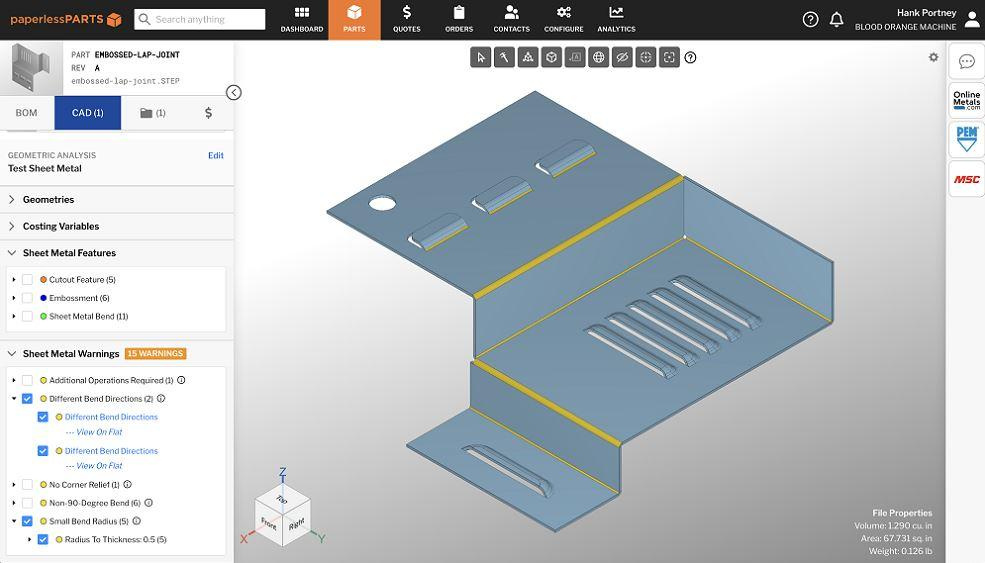
Программное обеспечение для ценообразования может с самого начала выявить проблемы технологичности.
Каков оптимальный порядок выполнения работ? Операторы резки хотят оптимизировать выход материала и сгруппировать похожие материалы вместе; сварщики и сборщики хотят получить все необходимые детали, как можно быстрее. В середине находится гибка, где операторы хотят оптимизировать пропускную способность с помощью общих настроек - то есть, несколько заданий могут быть сформированы с помощью одной общей настройки инструмента.
"Программное обеспечение для гибки может оптимизировать порядок обработки деталей" - говорит Бэрд. "Оно может просмотреть программы, которые уже были выполнены, их инструментальные установки и, по сути, дать вам рекомендации по последовательности выполнения заданий. Например, вы можете убедиться, что все детали, требующие определенных листогибочных инструментов, будут вырезаны первыми перед следующим набором деталей. Затем эти данные передаются на раскрой, где программное обеспечение для раскроя может расположить их в таком порядке, чтобы они сходили с оптоволоконного лазерного станка в оптимальное время".
Простота планирования также входит в уравнение. "Идеальная" работа, для которой требуются обычные инструменты и обычная длина станины на листогибочном прессе. Но что, если для одного задания требуется специальный инструмент или листогибочный станок с широкой станиной?
"Моделирование изгиба дает визуализацию, но не заменяет реальный мир", - сказал Чакраборти, добавив, что моделирование работает с предоставленными ему данными, но, как и любая другая технология, оно не может предсказать все возможные результаты.
Вот где опытный оператор листогибочного станка играет решающую роль. Программное обеспечение может отметить определенные проблемы, но оператор знает, что эти проблемы можно преодолеть. Это может быть проблема столкновения инструмента с большой тонкой заготовкой или выполнение сложной гибки на основе.
Все это показывает, почему использование знаний о гибке важно, как никогда. Единственное, что изменилось, это способ применения. Вместо того, чтобы опытные специалисты по гибке выполняли сложную настройку на производстве, задерживая при этом работу станка, они теперь проводят моделирование, обсуждая с операторами, что работает и почему, и наблюдают, в каком виде предоставляются детали после операции резки и как они перемещаются дальше по технологической цепочке после гибки.
"Будущее моделирования изгибов — это машинное обучение и искусственный интеллект", - сказал Чакраборти, добавив, что даже самые сложные задания "можно отследить в цехе, встроив их в алгоритм машинного обучения".
Сегодня программное обеспечение для управления производством может помочь руководителям цехов запустить различные сценарии "что-если", чтобы определить лучшее время для выпуска заказа и оптимальную маршрутизацию. После выполнения задания и сбора данных запускается эффективный цикл.
"Речь идет о цифровом двойнике вашей операции" - говорит Вуд, добавляя, что современное программное обеспечение может проводить детали через различные сценарии маршрутизации "что-если", включая "виртуальные пробы" пользовательских матриц и пуансонов, а также пользовательских задних упоров, которые импортируются непосредственно из программы 3D CAD, в которой они были разработаны.
Вооружившись программным обеспечением, способным собирать эти данные, менеджеры могут усовершенствовать документооборот и помочь приблизить фактические затраты к расчетным. Когда это происходит, работа цеха по изготовлению деталей на заказ становится более предсказуемой и более прибыльной.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Что такое тандемный листогибочный пресс?» и «Совершенствование цикла резки-гибки при производстве металлоконструкций [Часть 1]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 4
4
Гидравлический листогибочный пресс MetalTec HBM 63/2500 E22
Усилие, 63 тонн. Длина гиба, 2500 мм. Расстояние между колоннами,2000 мм.

Листогибочный 2-осевой гидравлический пресс HBM 125/3200С TP10S
Усилие, 125 Т. Длина гиба, 3200 мм Расстояние между колоннами, 2600 мм*.
 3
3
Гидравлический листогибочный пресс с ЧПУ HBC 110/2500 4 axis
Усилие 110 тонн. Длина гиба 2500 мм. Расстояние между колоннами 2050 мм. Глубина зева 320 мм. Мощность двигателя 7,5 кВт.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!