Бесцентровое шлифование — это процесс, который используется в производстве уже почти 100 лет для обработки большого количества деталей во многих отраслях промышленности. Станки для бесцентрового шлифования лучше подходят для решения проблем, связанных с ограничениями, налагаемыми на токарные и фрезерные станки в отношении размера, типа материала и отделки различных поверхностей, которые могут быть не так хорошо приспособлены к другим процессам обработки.
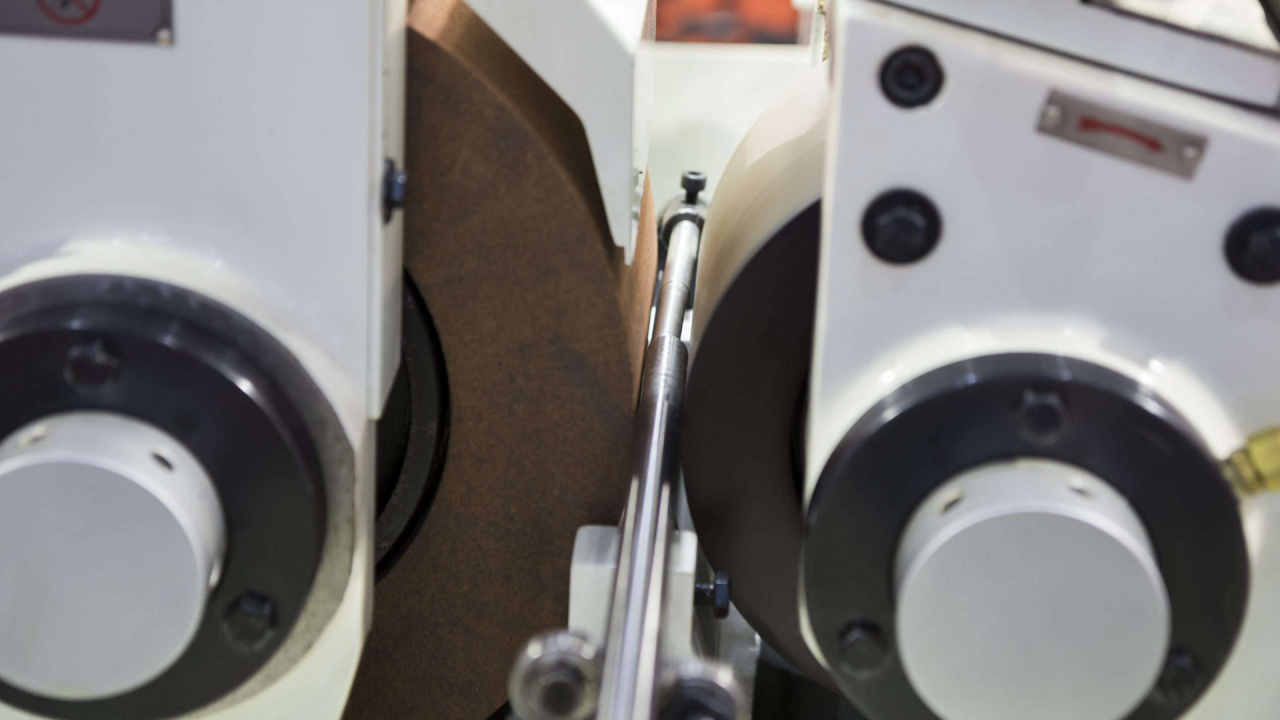
Процесс бесцентрового шлифования представляет собой шлифование гладких, ступенчатых, конических и фасонных поверхностей тел вращения методом сквозного и врезного шлифования. Он отличается от центрированного шлифования тем, что в нем нет шпинделя, удерживающего материал, на котором выполняется работа. Вместо этого он закрепляется между парой вращающихся шлифовальных кругов, которые вращаются с заданной скоростью. Это определяет скорость, с которой удаляется лишний материал.
Сочетание давления и способности резания шлифовального круга и силы тяжести, действующей на заготовку, обеспечивает поддержание контакта заготовки с регулирующим кругом и опорным лезвием. Регулирующий круг обычно изготавливается из материала с резиновой прослойкой, обеспечивающей постоянное движение поверхности трения. Это обеспечивает устойчивое, непрерывное вращение заготовки, которая имеет точно такую же поверхностную скорость (или периферийную скорость), как и управляющее колесо.
Бесцентровые шлифовальные станки не имеют большого количества движущихся частей и во многом обязаны своей функциональностью некоторым основным принципам физики. Это делает бесцентровое шлифование относительно простым процессом, который идеально подходит для обработки наружного диаметра небольших цилиндрических металлических деталей, требующих жестких допусков.
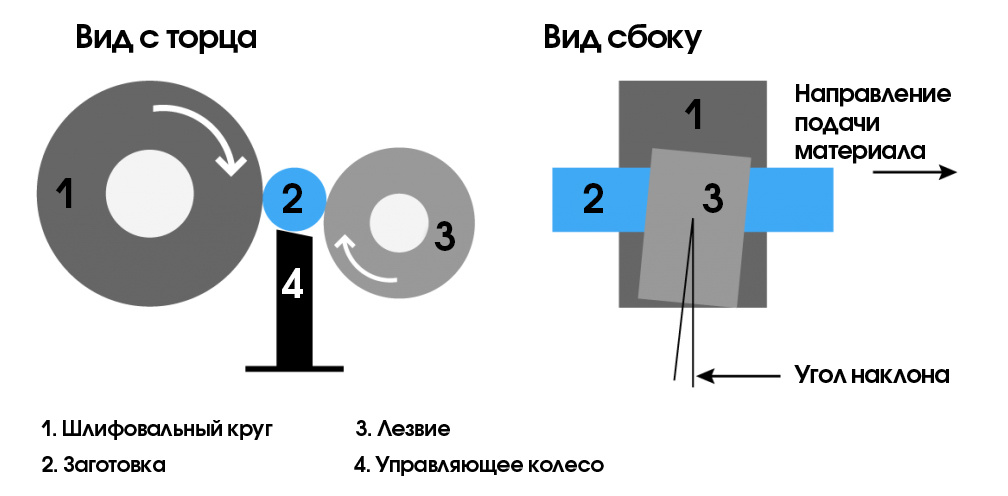
Как видно из приведенной выше диаграммы, процесс бесцентрового шлифования состоит из пяти основных элементов:
Во время шлифования сила шлифовального круга толкает заготовку в регулирующий круг, который работает с гораздо меньшей скоростью, чем шлифовальный круг, и к опоре. Таким образом, заготовка удерживается на месте, зажатая между регулирующим и шлифовальным кругами.
Затем регулирующий круг определяет скорость вращения заготовки. Это контролирует фактическую скорость, с которой происходит шлифование.
Регулирующий круг является критическим элементом для обеспечения круглости при бесцентровом шлифовании, так как регулирующий круг поддерживает заготовку и точно позиционирует ее во время шлифования. Окружность заготовки должна одновременно находиться на одной линии, соприкасаться со шлифовальным кругом, лезвием рабочего упора и регулирующим кругом. Поэтому очень важно, чтобы регулирующий круг обеспечивал сцепление, чтобы заготовка находилась в правильном положении.
Расположение этих элементов может быть различным на разных станках, в зависимости от того, какой тип бесцентрового шлифования применяется, но независимо от модели или типа станка, принципы процесса остаются неизменными.
Это практически непрерывный процесс, так как, по сравнению со шлифованием между центрами, время загрузки относительно невелико. Даже очень большие длины можно шлифовать непрерывно, а большое количество мелких деталей можно шлифовать автоматически с помощью различных приспособлений для подачи.
Кроме того, бесцентровые шлифовальные станки способны стабильно работать на высоких скоростях. Это делает данный процесс отличным выбором для крупносерийного применения в аэрокосмической, автомобильной, военной, медицинской и других отраслях промышленности.
Теперь, когда мы ответили на вопрос, что такое бесцентровое шлифование, мы можем рассмотреть различные его виды.
Процесс отличается методом, используемым для удаления материала с заготовки. Бесцентровое шлифование может быть классифицировано как сквозное или внутрицентровое.
В этом процессе заготовка подается через центр двух шлифовальных кругов. Сквозное шлифование лучше всего подходит для деталей цилиндрической формы. Регулирующий круг может быть установлен под таким углом, что он протягивает материал через шлифовальный процесс, без необходимости использования отдельного механизма подачи.
Используется для шлифования цилиндрических деталей с выемками или сложной формы, например, валов шестерен.
В этом случае заготовку необходимо подгонять по форме детали. Шлифовальный и регулирующий круги должны быть пригнаны в соответствии с желаемым профилем детали.
Регулирующий круг вращает деталь с одной скоростью, одновременно подталкивая ее к шлифовальному кругу, который вращается с большей скоростью. Чем больше разница в скоростях, тем выше скорость съема матеариала.
Возможно, самым важным фактором при бесцентровом шлифовании является выбор шлифовального круга. Он должен подходить как к металлу, из которого изготавливаются детали, так и удовлетворять показателям требуемой чистоте поверхности.
Помимо различных диаметров, ширины и толщины, шлифовальные круги бывают разных типов зерен и зернистости, часто с использованием суперабразивных материалов, таких как поликристаллический алмаз и кубический нитрид бора.
Эти супер-абразивные (сверхтвердые) и карбидокремниевые круги являются преимуществом при шлифовании очень твердых металлов по нескольким причинам:
Простота и эффективность процесса означает, что он идеально подходит для обработки деталей во многих отраслях промышленности:
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Накатка: подробно про процесс, типы и степени» и «Муфты — назначения, типы и факторы выбора».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Что представляет собой работа оператором станков с ЧПУ? Диас Здравствуйте а, у вас есть вакансии? Есть вакансии?
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!