
Алюминий - это цветной, ковкий материал с высокой теплопроводностью, который легко отливается в различные сложные формы. Будучи легким материалом с хорошей прочностью, алюминий является популярным материалом в металлообрабатывающей промышленности.
Несмотря на то, что алюминий является относительно мягким и ковким металлом, лазерная резка алюминия может быть довольно сложной задачей. Однако при наличии соответствующего оборудования и оператора с глубокими знаниями резка, гравировка или травление алюминия могут быть выполнены достаточно эффективно.
При резки тонких листов алюминия лазерная резка имеет ряд преимуществ по сравнению с другими методами. В этой статье рассматриваются различные аспекты лазерной резки и гравировки алюминия, включая важные практические ноу-хау для их успешного выполнения.
Процесс лазерной резки алюминия очень сложен, но при использовании правильного лазера и правильных параметров можно добиться высокоточной резки.
Способность лазерного резака резать/гравировать алюминий зависит от следующих факторов:
Лучи в пределах длины волны CO2-лазера (9,5-10,6 мкм) сильно отражаются от алюминия, что делает очень трудным выполнение лазерной обработки алюминия CO2-лазером.
При обработке алюминия CO2-лазером большая часть излучения отражается, в результате поглощается лишь небольшая часть энергии, которой недостаточно для плавления и испарения алюминия.
Эта проблема может быть решена путем использования мощного CO2-лазера с высокой частотой, который может достигнуть поверхности алюминия достаточно быстро, чтобы преодолеть мощность, потерянную из-за отражения.
Лучшим решением является использование волоконного лазера. Волоконный лазер или Nd YAG лазер с длиной волны 1,06 мкм лучше всего подходит для предприятий, связанных с лазерной резкой листового металла, поскольку эти длины волн легко поглощаются металлами.
Волоконный лазер может обеспечить почти в 3 раза более быструю скорость обработки алюминия по сравнению с CO2-лазером той же мощности.
Мощность лазера - один из самых важных параметров, влияющих на способность лазерного резака обрабатывать алюминий.
Мощность лазера определяет максимальную толщину материала, который он может разрезать, чем выше мощность, тем более толстый алюминий он может разрезать.
Как правило, для резки алюминия толщиной 3 мм рекомендуется использовать волоконный лазер мощностью 500 Вт или выше.
Промышленный лазерный резак с импульсным CO2-лазером мощностью 500 Вт и частотой 6 кГц или выше также может достичь подобных результатов, но при гораздо меньшей скорости резки.

 146
146
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.

 73
73
Лазерно-гравировальная машина с ЧПУ LM 9060 PRO 100W
Рабочий стол 900х600 мм. Мощность трубки 100 Вт. Ресурс 10 000 моточасов. Потребляемая мощность 1,5 кВт. Вес 340 кг
 27
27
Лазерно-гравировальный станок по дереву с ЧПУ LM 1625 PRO OPEN 180W
Рабочий стол 1600х2500 мм. Мощность трубки 180 Вт. Ресурс 10 000 моточасов.
Скорость резки - еще один важный параметр, определяющий гладкость кромки и общую чистоту поверхности среза.
При лазерной резке алюминия рекомендуется высокая скорость резки, и по этой причине обычно предпочитают использовать мощный лазерный модуль.В то время как очень высокая скорость резки может привести к образованию заусенцев вдоль режущей кромки, слишком низкая скорость резки обычно вызывает трещины в алюминиевой заготовке.
Поэтому выбор подходящей скорости резки наряду с хорошим контролем процесса очень важен.
Если увеличить скорость резки при сохранении фиксированной мощности лазера, гладкость кромок улучшится.
Однако ширина пропила увеличивается, что приводит к большим потерям материала.
Приведенная ниже диаграмма толщины и скорости лазерной резки может дать вам лучшее понимание разницы между CO2-лазером и волоконным лазером для резки алюминия с азотом в качестве вспомогательного газа.
Разница между скоростями резки CO2 и волоконного лазера на алюминии различной толщины:
| Толщина, мм | Скорость резки CO2 лазером 4кВт см/мин | Скорость резки волоконным лазером 4кВт см/мин |
| 1 | 1067 | 5400 |
| 2 | 660 | 1920 |
| 3 | 432 | 1021 |
| 4.6 | 152 | 431 |
| 6.4 | 102 | 254 |
| 9.5 | 25 | 114 |
| 13 | Невозможно разрезать | 53 |
Вспомогательный газ, также играет важную роль при лазерной резке алюминия.
Он предотвращает перегрев режущей головки, а правильный выбор газа улучшает качество резки.
Существует множество газов, которые могут быть использованы, например, кислород, азот, аргон и воздух.
Использование кислорода может повысить скорость резки, но приведет к окислению алюминия по краям реза.
В то время как использование воздуха в качестве вспомогательного газа может дать лучшие результаты при хорошей скорости резки и с меньшей вероятностью приведет к окислению алюминия.
Азот, с другой стороны, лучше всего подходит для лазерной резки алюминия, поскольку он обеспечивает гораздо более высокую скорость резки с гладкими краями и без эффекта окисления.
Для достижения наилучших результатов рекомендуется высокое давление и высокая скорость потока 40-50 м3/ч азотного газа.
Отраженный от алюминия свет лазера не только мешает процессу резки, но и может привести к повреждению лазерного модуля.
Если большое количество отраженного лазера попадет в лазерную головку, это может привести к повреждению лазерного модуля.
Риск повреждения выше в CO2 и Nd: YAG лазерах, потому что в этих лазерах используется ряд зеркал для направления лазера от лазерной трубки к заготовке.
Эти зеркала еще больше усиливают отраженный луч и вызывают серьезные повреждения лазерного оборудования.
Чтобы защитить оборудование от такого повреждения, большинство современных лазерных резаков по металлу имеют функцию безопасности, которая определяет количество лазера, отраженного обратно в лазерную головку.

Контраст между светло-серой и черной гравировкой на алюминии.
Лазерная гравировка или травление алюминия позволяет получить высокодетализированные результаты в различных уровнях серого цвета (от светло-серого до черного).
Благодаря хорошему контрасту серого и белого, этот метод используется для различных применений, таких как печать штрих-кодов, этикеток, QR-кодов и т.д.
Хотя мощный CO2-лазер может разрезать алюминий, его нельзя использовать для гравировки или маркировки на алюминии.
Для лазерной гравировки алюминия рекомендуется использовать волоконный лазер мощностью около 30 Вт с частотой 25 кГц - 50 кГц и скоростью резки 210 мм/с.
Как правило, результат гравировки на алюминии получается светло-серым с меньшим контрастом по отношению к реальному цвету металла.
Качество и контрастность гравировки также зависят от типа или сорта используемого алюминия.
Особый тип алюминия, который дает отличные результаты при гравировке даже CO2-лазером, - это "анодированный алюминий".
Лазерная гравировка на анодированном алюминии.
Анодированный алюминий создается с помощью электрохимического процесса, в результате которого на основной алюминий наносится слой оксида алюминия.
Это универсальный материал, обладающий хорошей устойчивостью к коррозии и обеспечивающий высокую контрастность при лазерной гравировке.
Доступность анодированного алюминия различных цветов с матовой или глянцевой отделкой делает его еще более благоприятным для процессов лазерной гравировки.
При лазерной гравировке анодированного алюминия снимается верхний слой краски и обнажается белый слой оксида алюминия под ним, это придает отличный контраст гравировке.
При лазерной резке алюминия могут возникнуть некоторые проблемы, которые необходимо учитывать. Вы также должны знать о рисках, опасностях и мерах контроля при работе с лазерным оборудованием.
Алюминий обладает высокой отражающей способностью, особенно при использовании CO2-лазеров, что может быть опасно так как он отражает лазерный луч.
Отраженный лазерный луч может даже попасть в лазерную головку и значительно повредить лазерный модуль.
Это отражение частично происходит от поверхности металла, но в основном от высокоотражающего расплава, образующегося во время лазерной резки.
По этой причине покрытие поверхности краской или малярным скотчем не решит проблему полностью.
Обходным путем является добавление легирующих элементов, таких как магний, цинк, кремний и т.д., которые значительно снижают отражающие свойства алюминия.
Алюминий является отличным проводником тепла и имеет тенденцию легко рассеивать тепло.
Из-за этого поверхность быстро остывает, что затрудняет достижение достаточно высокой температуры, чтобы лазер расплавил и испарил поверхность.
Решением этой проблемы является использование высокоскоростного лазера с очень высокой частотой импульсов.
Даже если вам удастся выполнить лазерную резку алюминия, острые края и заусенцы вдоль среза делают процесс неэффективным.
Иногда требуется вторичная обработка, чтобы получить гладкую кромку с чистой поверхностью.
Использование газообразного азота под высоким давлением поможет выбросить расплавленный металл из среза и добиться более высокой скорости резки с гладкой кромкой.
Алюминий требует соблюдения определенных подходов для качественной лазерной резки, а в зависимости от лазера и параметров резки может потребоваться и некоторая постобработка для получения гладкой поверхности.
Кроме того, необходимость в мощном CO2-лазере или волоконном лазере увеличивает первоначальную стоимость лазерной резаки/гравировки.
Это означает увеличение общей стоимости процесса.

Детали из алюминия, вырезанные лазером.
Несмотря на трудности, лазерная резка алюминия также обеспечивает различные преимущества, которые делают ее достойным процессом для резки алюминия.
При лазерной резке алюминия получаются срезы с очень малой шириной надреза.
При правильных параметрах и хорошем лазерном резаке можно получить чистые разрезы с гладкой поверхностью, не требующей вторичной обработки.
Лазерные резаки обеспечивают высокую скорость резки с точностью ± 0,1 мм и показателем повторяемости около ± 0,05 мм.
Высокая скорость резания обеспечивает быстрое время цикла, а высокая точность позволяет получать идеальные резы с жесткими допусками.
Такая точность, аккуратность и повторяемость позволяют плотно расположить конструкцию реза на заготовке, тем самым повышая эффективность процесса за счет экономии 20% - 30% материала.
Лазерная резка алюминия - это бесконтактный процесс, который не требует физического контакта между заготовкой и режущим инструментом.
Это исключает вероятность возникновения механических напряжений, которые могут привести к галтели или механическому разрушению материала.
Что такое импульсный лазер?
Импульсный лазер - это тип лазера, который не работает как непрерывная волна, вместо этого он производит короткие всплески высокоэнергетического лазерного излучения на очень высокой частоте. Эта техника позволяет малогабаритному низкоэнергетическому CO2-лазеру производить импульсы высокой энергии и достигать лучшего режущего эффекта. Импульсный CO2-лазер мощностью 450 Вт позволяет работать на уровне энергии до 2 кВт.
Можно ли использовать диодный лазер для лазерной обработки алюминия?
Да, вы можете использовать диодные лазеры для обработки алюминия, они работают в диапазоне длин волн, которые могут быть пригодны для лазерной обработки алюминия.
Однако они доступны только в сравнительно низких диапазонах мощности, которые подходят только для лазерной гравировки анодированного алюминия и выполнения удовлетворительных разрезов на очень тонких листах анодированного алюминия за несколько проходов.
Какие альтернативы можно использовать для лазерной резки алюминия?
Существует две основных альтернативы лазерному резаку, с помощью которых можно обрабатывать алюминий: штамповочный пресс с ЧПУ и гидроабразивный резак. Но эти методы отстают от лазерной резки как по качеству, так и по времени цикла.
Как правило, для алюминиевых пластин толщиной до 6 мм рекомендуется использовать штамповочный пресс с ЧПУ, а для алюминиевых пластин толщиной более 6 мм - гидроабразивную резку.
Лазерная резка алюминия - сложная задача, для безопасного и успешного выполнения которой требуется мощный промышленный лазер и оператор с высоким уровнем квалификации в области лазерной резки.
Несмотря на безопасное и успешное выполнение лазерной резки алюминия, некоторая часть отраженного лазерного луча все равно попадает в лазерное оборудование и вызывает повреждения, которые могут сократить срок службы оборудования.
Отраженный лазер также может быть опасен для оператора, поэтому очень важно использовать надлежащие средства защиты, такие как защитный кожух и лазерные защитные очки.
По этим причинам не рекомендуется выполнять лазерную резку алюминия новичкам.
Однако вы можете использовать анодированный алюминий для создания гравировальных проектов "Сделай сам" с помощью маломощного CO2 или диодного лазера.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Советы по лазерной резке металла для начинающих» и «Как продлить срок службы оптоволоконного лазерного станка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
 13
13
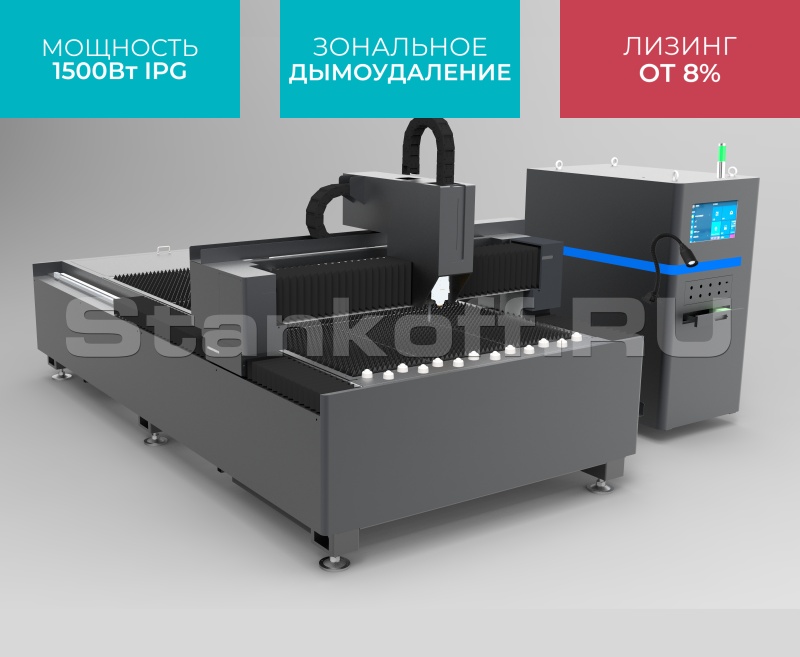
Оптоволоконный лазерный станок для резки металла STL-1530FP/1500 IPG
Листовая станина. Рабочая зона 1500х3000 мм. Источник 1500 Вт IPG. Резка углеродистой стали до 14 мм, нержавеющей стали до 6 мм.
 5
5
Оптоволоконный станок для резки металла XTC-1530H/3000 Raycus
Размер рабочей области: 1500x3000 мм. Мощность лазера 3000 Вт. Лазерный источник Raycus.
27
Лазерно-гравировальный станок по дереву с ЧПУ LM 1625 PRO OPEN 180W
Рабочий стол 1600х2500 мм. Мощность трубки 180 Вт. Ресурс 10 000 моточасов.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
![12 методов изготовления изделий из пластика и примеры их использования [Часть 2]](http://www.stankoff.ru/files/blog/NBeTd08k4WDmbOSCppSgn02oPtlShrJIIt2Z8Ccw.jpg)





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!