
Накатка - это производственный процесс, в ходе которого на внутреннюю или внешнюю поверхность заготовки физически наносится узор из линий с помощью роликов с V-образными зубьями. Такие узоры обычно наносятся на цилиндрические заготовки с помощью токарного станка.
В этой статье представлена подробная информация о методах накатки, применении и терминологии.

Накатка - это операция обработки, используемая для создания прямых, диагональных или ромбовидных узоров на круглых или цилиндрических деталях.
Ниже перечислены различные виды накатки в зависимости от того, где на заготовке производится узор.

Накатка называется полной, когда рисунок накатки отпечатывается полностью по всей поверхности заготовки.
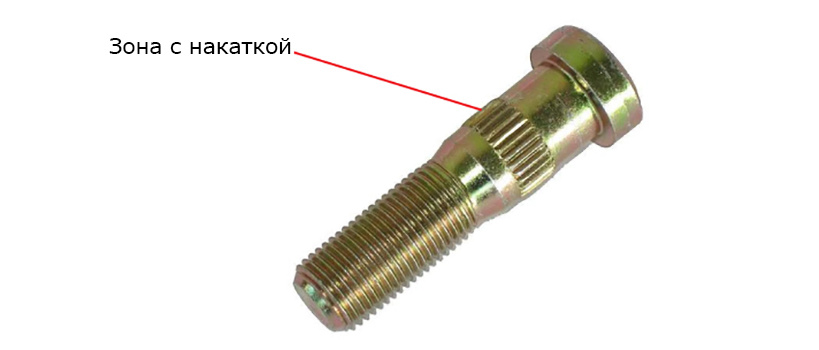
Накатка называется ленточной, если она прокатывается только по определенному участку заготовки.

При внутренней накатке накатывается внутренний диаметр заготовки.
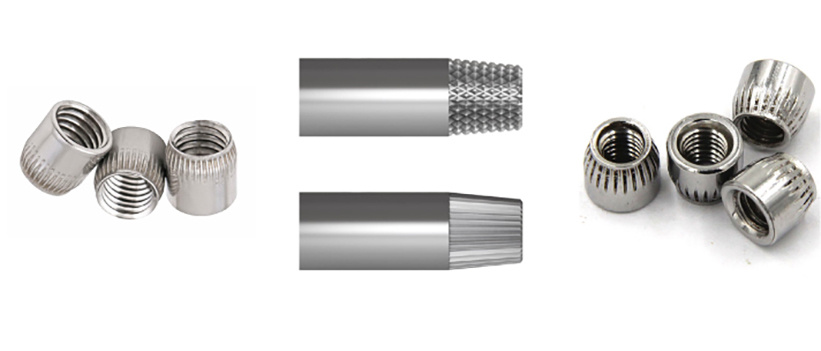
Когда операция накатки выполняется на коническом конце круглой заготовки, она называется накатка метчиком.

Фрезерные/лицевые накатки выполняются на плоской поверхности заготовки. Эти виды накатки обычно изготавливаются на фрезерном станке.
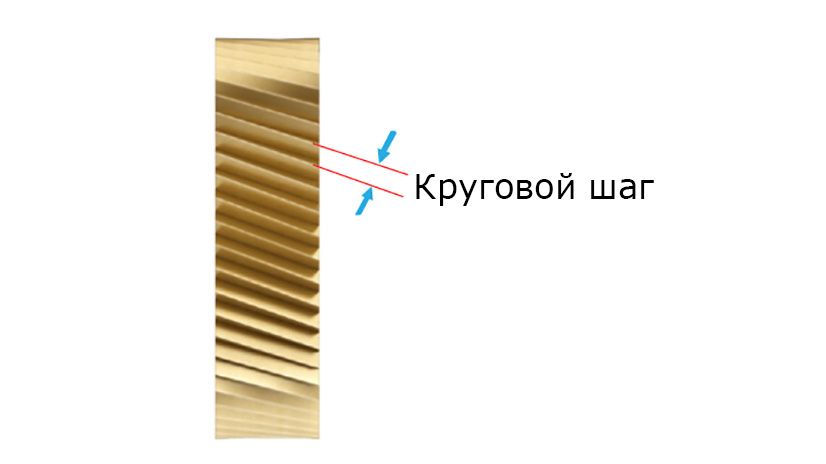
Шаг (круговой) - это расстояние между каждой линией на рисунке накатки. Для точного измерения шага необходимо измерять его от вершины зубьев накатки.
Это исходный диаметр заготовки перед операцией накатки.
Это диаметр накатки на детали после операции накатки. В зависимости от технологии изготовления накатки он может быть больше или меньше исходного диаметра.
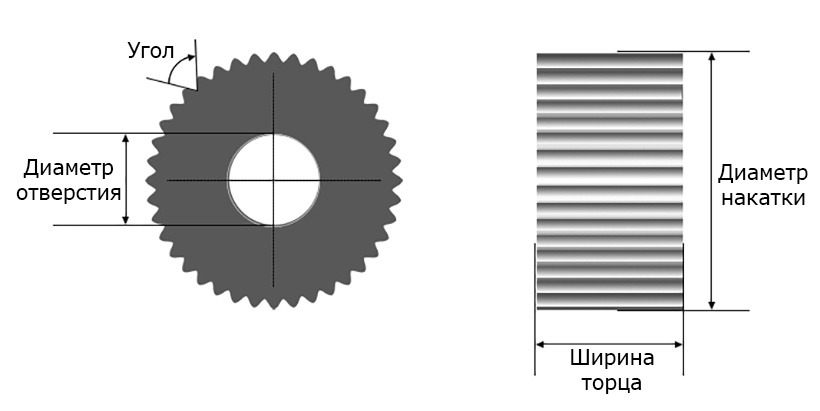
Угол накатки - это угол между зубьями накатного ролика.
Диаметр отверстия ролика для накатки представляет собой диаметр его внутреннего отверстия.
Вы должны приобрести колесо с диаметром отверстия, соответствующим вашему держателю. В противном случае ролик для накатки не будет идеально подходить, что повлияет на точность обработки.
Диаметр накатки представляет собой внешний диаметр колеса для накатки. Он всегда больше, чем диаметр отверстия.
Ширина торца представляет собой ширину участка, на котором появляется зуб накатки на накаточном ролике. Это поверхность, которая соприкасается с заготовкой.
При увеличении ширины торца ролика требуется большее давление (подача) для накатки заготовки.

 9
9
Токарный станок c ЧПУ с горизонтальной станиной MetalTec CK 36x750 PRO
Ø обработки, 360 мм. Расстояние между центрами, 750 мм. Мощность двигателя, 5,5 кВт. Система ЧПУ, Siemens Тип направляющих, скольжения. Вес, 1650 кг.

Токарно-винторезный станок CM6241/1500
Диаметр обработки над станиной, 410 мм. Диаметр обработки над суппортом, 255 мм. Диапазон частот вращения, 16.

Токарный станок c ЧПУ с прямой станиной MetalTec CK 50x1000H ПРОФИ
Ø обработки, 500 мм. Расстояние между центрами, 1000 мм. Мощность двигателя, 7,5 кВт. Система ЧПУ, Siemens/Fanuc Тип направляющих, скольжения. Вес, 2800 кг.
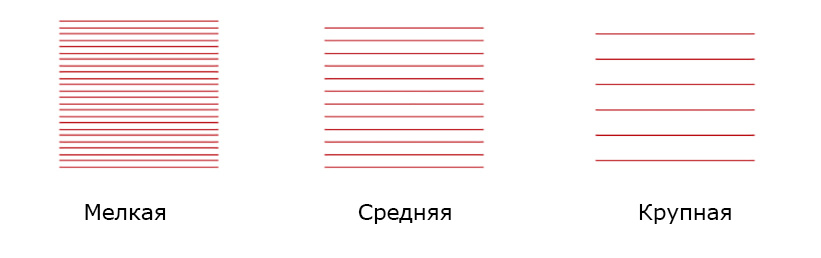
Мелкая, средняя и крупная накатка - это три основных вида накатки. Среди них крупная накатка имеет самые глубокие гребни и большую площадь поверхности, что обеспечивает лучшее трение.
С точки зрения TPI (Teeth Per Inch), мелкая накатка имеет большее значение - около 33TPI, средняя накатка - около 21TPI, а крупная накатка - около 14TPI.
Это означает, что диаметральный шаг или количество зубьев на дюйм у ролика с мелкой накаткой будет больше, чем у ролика с крупной накаткой.
Накатные ролики доступны в следующих конфигурациях для операций накатки по внутреннему диаметру и по внешнему диаметру.
| Тип накатки | Подробности |
| Прямая/стандартная накатка | Создает прямой рисунок накатки |
| Правосторонняя накатка | Создает диагональную накатку, наклоненную вправо |
| Левосторонняя накатка | Диагональная накатка с наклоном влево |
| Алмазная накатка | Диагональная накатка с наклоном влево и вправо |
| Квадратная накатка | Квадратная накатка может создавать только ленточную накатку |
| Скошенная накатка | Скошенная накатка может создавать полную накатку |
| Вогнутая накатка | Создает выступающие полосы на определенном участке |
| Выпуклая накатка | Поперечная и выпуклая накатка по всей поверхности заготовки |
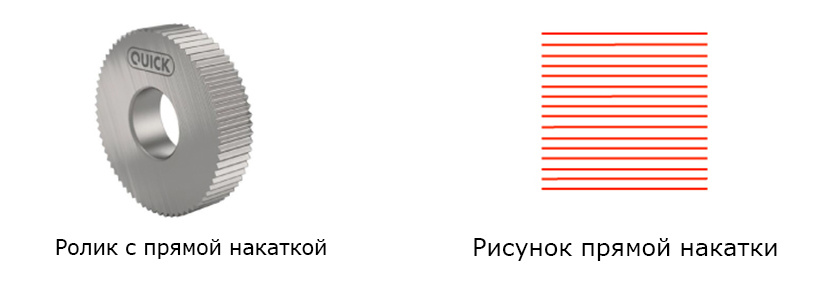
Ролик для прямой накатки создает на заготовке прямой рисунок накатки. Ряд зубьев на ролике с прямой накаткой не изгибается ни под каким углом.
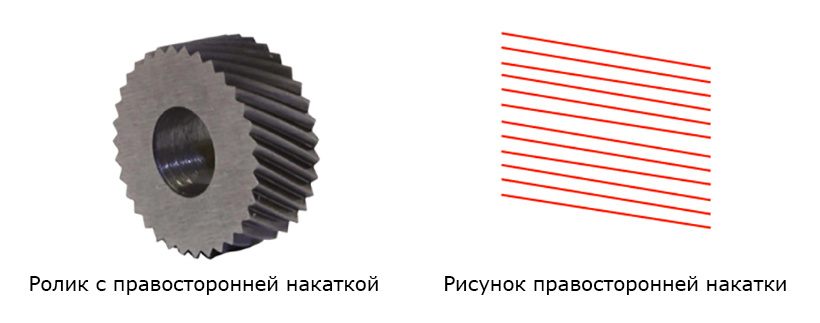
При правосторонней накатке образуются диагональные насечки, наклоненные вправо. Зубья этих накаток обычно расположены под углом спирали 30 градусов.

Левосторонняя накатка противоположна правосторонней. При этом получаются диагональные накатки, наклоненные влево.
Зубья этих накаток также обычно располагаются под углом спирали 30 градусов.
Для получения алмазных (ромбовидных) узоров можно использовать как левостороннюю, так и правостороннюю накатку вместе в держателе с двумя роликами.
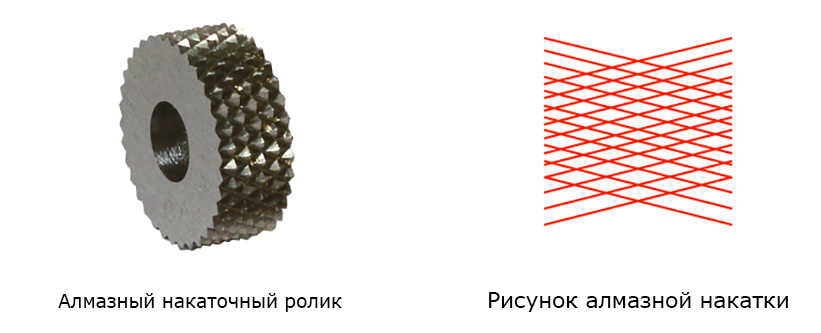
Алмазный узор можно получить и с помощью одного алмазного накатного ролика. При этом получаются диагональные накатки, наклоненные влево и вправо.
Внутренняя ромбовидная накатка создает выступающие ромбовидные узоры, а внешняя ромбовидная накатка создает ромбовидные узоры, вырезанные на поверхности.

Ролик с квадратным профилем лучше всего подходят для выполнения операций накатки в одном месте, в то время как ролики со скошенной кромкой лучше всего подходят для выполнения операций поперечной накатки.
Это объясняется тем, что при использовании накатки с квадратным профилем на кромку зуба оказывается большая нагрузка при перемещении влево или вправо, в то время как угловой зуб накатки со скошенной кромкой снимает часть нагрузки с кромки зуба, позволяя ему легко перемещаться по поверхности.

Зубья на вогнутой накатке изогнуты к центру ее поверхности. Она используется для накатки одного участка заготовки за один раз в осевом направлении.
Для операций накатки на длинных траверсах лучше всего подходит выпуклая накатка. Она имеет круглый профиль, что позволяет ей плавно перемещаться по поверхности заготовки.
Существуют ролики для накатки, изготовленные из различных материалов. Среди них твердосплавные накатные ролики - лучший вариант для высокоскоростных работ по накатке.
Другие материалы включают быстрорежущую сталь (HSS), порошковую HSS, кобальт и т.д.
Нарезная и формовая накатка - это два метода обработки, используемые для изготовления накатки.
В процессе накатки резанием материал поверхности круглой заготовки удаляется для изготовления накатки.
При накатке по форме материал поверхности слегка смещается под действием давления, оказываемого зубьями накатного ролика.
В отличие от накатки резанием, при накатке формой материал поверхности не удаляется. Поэтому накатка, выполненная методом формовой накатки, будет немного больше, чем диаметр исходной заготовки.
Для накатки по форме требуется более высокая подача, чем для нарезания накатки. Из-за этого огромного давления, оказываемого инструментом, скорость при накатке по форме ниже, чем при накатке резанием.
Если вы хотите выполнять накатку на небольших деталях и мягких материалах, выбирайте формовую накатку. Она обеспечивает хорошую обработку поверхности.
Нарезная накатка лучше всего подходит для работы с крупными деталями или твердыми материалами.
Операции накатки могут выполняться с помощью ручных или машинных инструментов. Работать с ручными накаточными станками сложно, но они дают хорошие результаты при выполнении небольших работ.
В отличие от них, станки позволяют быстро изготавливать детали с накаткой. Если вы хотите выполнять работы с высокой повторяемостью, лучше всего работать на автоматизированных станках, таких как токарный станок с ЧПУ.

Накатка используются для функционального и декоративного применения на таких материалах, как алюминий, латунь, сталь, пластик и т.д.
В функциональных областях накатка увеличивает поверхностное трение деталей для обеспечения лучшего захвата.
Например, она используется для изготовления захватов для инструментов, поршней, головок винтов, ручек, подножек, поворотных ручек управления, ручек и т.д.
Благодаря эстетической привлекательности рисунка накатки, детали с накаткой также используются для декорирования деталей.
Можно ли делать накатку на дереве?
Да, вы можете выполнять накатку на дереве, в частности на твердой древесине. Но накатка по дереву сложнее, чем накатка по металлу. Кроме того, накатка на дереве не прослужит долго, так как она быстро тускнеет при физическом контакте.
С какой скоростью следует накатывать круглые заготовки?
Накатку на круглых заготовкой можно выполнять с той скоростью, с которой вы бы вращали их на токарном станке. Производители рекомендуют максимальную скорость 50 м/мин для операций накатки. Как правило, более твердые материалы следует обрабатывать на более низкой скорости.
Можно ли выполнять накатку без токарного станка?
Да, вы можете выполнять накатку без токарного станка. Процесс накатки можно выполнять и вручную, используя ручные накатные станки. Эти инструменты могут выполнять прямые и угловые резы.
Накатка - это очень полезная технология обработки, но ее трудно освоить.
Если вы новичок, начните с работы с одним роликом и переходите к работе с двумя роликами только когда освоитесь.
Следуйте этим советам, чтобы получить лучший рисунок накатки на заготовке:
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Полное руководство по концевым фрезам - типы и применение» и «Муфты — назначения, типы и факторы выбора».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...








 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!