
В течение многих лет в различных отраслях промышленности использовали традиционные методы сварки, такие как MIG или TIG. Но у этих методов есть свои ограничения.
Например, сварка TIG - это трудоемкий процесс, требующий опытного и высококвалифицированного оператора. При этом методе выделяется много тепла, которое деформирует тонкие материалы, с трудом сваривается медь и есть ограничения при сварке металлов разной толщины.
Между тем, для сварки MIG требуется расходная проволока, предварительная очистка материала и скошенные кромки для сварки толстых материалов с полным проплавлением. Углы перемещения и работы ограничены, а сварка в вертикальном положении может быть затруднительной.
Поскольку отрасль постоянно меняется, производители ищут новые пути, чтобы оставаться конкурентоспособными. Они поняли, что для этого необходимо сократить расходы, повысить эффективность и обеспечить повторяемое качество деталей. Существует также новая задача: дать возможность новым сварщикам своевременно начать работать без ущерба для качества.
Именно поэтому для повышения производительности и точности все больше предприятий переходят на ручные аппараты лазерной сварки которые позволяют увеличить скорость сварки в четыре раза по сравнению со сваркой MIG и TIG.
В течение многих лет лазеры рассматривались скорее как научные приборы, чем промышленные инструменты, в основном из-за традиционного использования оптических элементов и зеркал, требующих тщательного выравнивания и обращения.
В 1990-х годах компания IPG Photonics впервые представила на рынке волоконные лазеры для промышленного применения. Эти лазерные источники полностью твердотельные. Простота волоконных лазеров объясняет их эффективность, компактность, надежность и низкую стоимость, которые способствуют их успеху в промышленности. По сравнению с устаревшими лазерными системами, волоконная технология обеспечивает более высокую выходную мощность и качественный луч при более низкой стоимости и минимально необходимом техническом обслуживании.
Совершенствование лазерной технологии сделало лазерную сварку все более популярным методом в отраслях, где важны высокая прочность и повторяемость качества сварного шва. Особенности волоконной сварки позволяют сваривать тонкие материалы. Лазеры не ограничиваются только сталями; они также могут сваривать алюминий и медь. Даже биметаллическая сварка является практической реальностью.
Волоконная технология упрощает технологию доставки луча, открывая еще больше возможностей для совершенствования процесса. Современные технологии доставки луча, такие как сварка с колебанием луча вперед-назад, позволяют стабилизировать ванну расплава, расширяя технологическое окно (диапазон параметров сварки) и минимизируя плохое или непостоянное прилегание деталей (в пределах допустимого). Во многих случаях это устраняет необходимость в последующей шлифовке, что снижает трудозатраты.
Лазерная сварка также может быть автоматизирована для высокопроизводительного и высокопродуктивного производства. Ее высокая точность позволяет соединять небольшие детали с низким тепловыделением и минимальным искажением.
Вначале цена ограничивала потенциал волоконных лазеров и была барьером для применения данной технологии. Они требовали периодического обновления и использовались только на дорогостоящих деталях.
Эти ранние лазеры потребляли значительно больше энергии, чем современные волоконные лазеры, которые сейчас предлагают до 50% эффективности. Это обеспечивает экономию затрат. Такая эффективность также может устранить необходимость в чиллерах, делая лазерную технологию более портативной, чем когда-либо прежде. Наконец, по сравнению с традиционной ручной сваркой MIG и TIG, лазерная сварка обычно быстрее, что повышает производительность и увеличивает прибыль.
Последовательно снижая стоимость лазерного источника, улучшая качество и предлагая уникальные варианты доставки луча, производители лазеров теперь могут предложить системы с более высоким предложением стоимости, что делает их более доступными и больше не предназначенными для премиум-систем.

Гибкость кобота в сочетании с возможностями технологии ручной лазерной сварки делает его пригодным для небольших объемов производства с большим ассортиментом продукции.
Экономичные лазерные источники в сочетании с гибкостью доставки волоконного лазера обеспечивают беспрецедентный доступ к ручной лазерной сварке.
Но как она работает? Проще говоря, плотность мощности лазера расплавляет металл, устраняя необходимость в дуге; функция колебания устраняет необходимость в производстве колебательных движений своими силами с целью формирования сварочного валика большего диаметра; во многих случаях подача проволоки полностью исключена. Высокая плотность мощности приводит к созданию меньшей, более контролируемой сварочной ванны. Благодаря точному контролю параметров лазера снижается эффект теплового искажения, что делает процесс доступным для неквалифицированных операторов и позволяет организациям переквалифицировать своих опытных сотрудников на более полезные роли.
В свое время надежность оборудования была проблемой при ручной лазерной сварке. Строительным блоком волоконного лазера является одноэмиттерный диод, срок службы которого на порядок больше, чем у диодных матриц или альтернативных штрих-стеков. Насосы герметично закрыты в соответствии с телекоммуникационными стандартами и не подвержены воздействию влажности, пыли, вибраций и самых агрессивных промышленных сред.
Благодаря промышленной надежности ручной лазерной сварки волоконные лазеры можно использовать в дополнение к базовой заводской автоматизации, что еще больше повышает эффективность производства. С относительно недавним бурным развитием технологии совместной робототехники (коботов) базовые уровни автоматизации производства стали доступны для многих производственных цехов. Коботы по своей природе синергичны с технологией ручной лазерной сварки, поскольку они экономически эффективны и просты в использовании и внедрении. Гибкость робота в сочетании с возможностями технологии ручной лазерной сварки делает его пригодным для использования в условиях низких объемов производства и высокого разнообразия изделий. Если деталь можно сварить вручную, ее, скорее всего, можно сварить с помощью кобота.
Вовсе нет. Системы ручной лазерной сварки обычно имеют предустановки для обычных типов и толщин материалов. Простые элементы управления позволяют выбрать нужную предустановку, выбрав тип материала и толщину из таблицы и установив элементы управления на определенные параметры. В случае интеграции с коботом, кобот может быть настроен на автоматический выбор правильных настроек для конкретного проекта.
Ручная лазерная сварка обеспечивает превосходную эстетику, но не слишком ли хорошо все выглядит, чтобы быть правдой? Чтобы ответить на этот вопрос, компания IPG подготовила несколько образцов и отправила их для оценки третьей стороной.
Были изготовлены стыковые соединения в листах толщиной 0,036 дюйма, 0,075 дюйма и 0,120 дюйма, подготовлены сечения по стандартной методике ASTM и осмотрены при 50-кратном увеличении. Всего было проинспектировано 26 поперечных сечений. Во всех случаях не было отмечено трещин, неполного проплавления, пористости, включений или других дефектов. Профили сварных швов прошли все испытания.
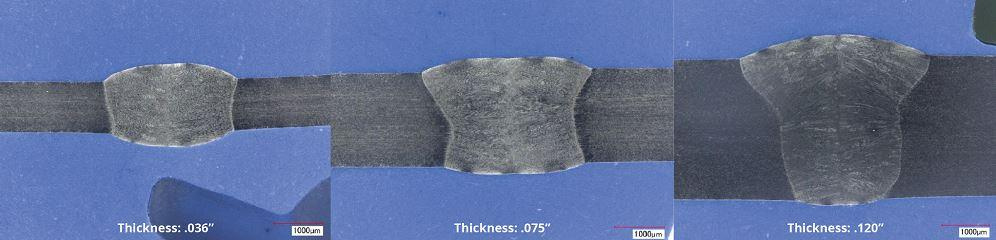
Во всех случаях не было отмечено растрескивания, неполного сплавления, пористости, включений или других дефектов во время испытаний на сварку стыковых соединений листов из нержавеющей стали марки 304 толщиной 0,036 дюйма, 0,07 дюйма и 0,120 дюйма.
Все образцы сварных швов были признаны соответствующими стандартам AWS D17.1:2017 класса А.
В зависимости от системы, ручная лазерная сварка доступна в конфигурациях, позволяющих выполнять сварные швы с полным проплавлением до 6 мм. Кроме того, некоторые конфигурации систем могут также использоваться для очистки деталей. Это может быть полезно при подготовке деталей для удаления остатков масел или мусора с заготовки.
Возможность очистки с помощью ручного лазера также может использоваться для предотвращения коррозии и пассивации материала после сварки.
Несмотря на то, что аппарат ручной лазерной сварки прост в использовании и имеет встроенные функции безопасности, важно помнить, что это мощное промышленное оборудование. При использовании аппарата ручной лазерной сварки помните, что лучи могут быть опасны для тела и глаз. Луч лазерной сварки невидим, поэтому вы не можете полагаться на визуальные сигналы, чтобы гарантировать безопасность.
Работа в производственном бизнесе означает поиск новых путей для сохранения конкурентоспособности и совершенствования процессов. Сварка может отнимать много времени и энергии; без соответствующего оборудования она может стать доступной только для высококвалифицированных мастеров.
Ручная лазерная сварка обеспечивает быструю сварку, проста в освоении и эксплуатации и дает высококачественные, стабильные результаты в широком диапазоне материалов и толщин с минимальным искажением, деформацией, подрезом или прожогом. Она обеспечивает полное проплавление и минимизирует сварочные дефекты, такие как трещины или неполное проплавление.
Если вы хотите снизить затраты, повысить качество сварки и упростить процесс сварки, ручная лазерная сварка обеспечит вам наилучший путь к успеху и повышению рентабельности, при этом позволяя человеку, не имеющему опыта профессионального сварщика, сваривать как профессионал.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Инструкция по ручной лазерной сварке [часть 2]», а также «Различные способы лазерной сварки и их преимущества».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Давид Возможные варианты продолжения текста: * с ним легко и...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Сергей Вопрос еще - а 6 головоломку прозрачную тоже лазером...
Гидроабразивная резка - объяснение процесса, преимущества и материалы [Часть 1] Вопрос Почему гидроабразив не режет сам себя?




![Изготовление вдохновляющих панно своими руками [Идея для подарка]](https://www.stankoff.ru/files/blog/y68ILrqnIuxLEA5hWJGfyJD9H5XcEYzHlWNIuuPC.jpg)

 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Здравствуйте.ручная лазерная сварка ironmac 2000,не получается сварка латуни.можете подсказать параметры настройки?
Вот так без вводных данных не могу, IronMac - это оборудование Ками Групп. На пуско-наладке попросите чтобы провели тесты оборудования на вашем металле и обучили работе со станком. Конечно смотря что вы прописали в договоре поставки.
Мы тоже можем провести обучение, но на платной основе.