
Анодирование золотом - это электрохимический процесс, в ходе которого металлическое золото или красители наносятся на поверхность основного металла, такого как алюминий, титан или цинк. Это отделочная операция для улучшения текстуры, коррозионной стойкости и долговечности металла.
В этой статье обсуждаются различные методы, рабочий процесс и область применения анодирования золотом.
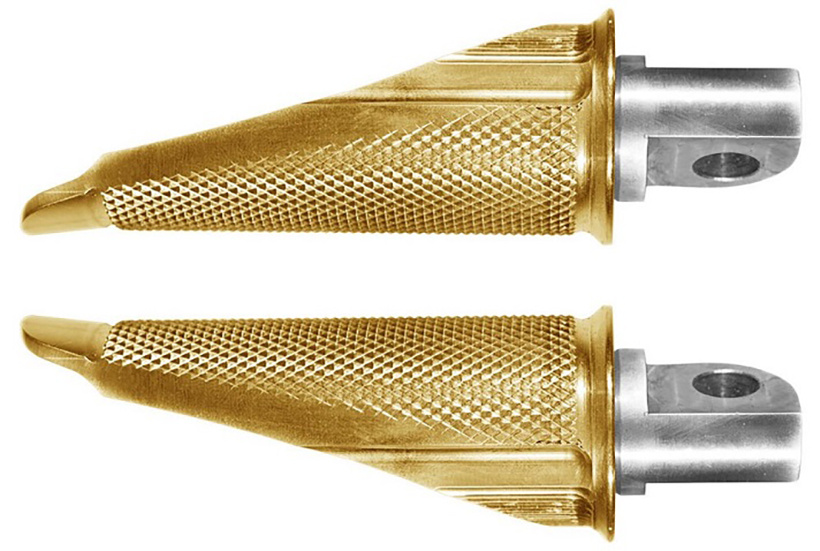
Набор алюминиевых колышков анодированных золотом.
Анодирование - это электрохимический процесс, в результате которого на основном металле образуется пористый оксидный слой.
Этот пористый оксидный слой можно заполнить настоящим золотом или красителями. В большинстве случаев красители используются для снижения стоимости производства.
Для анодирования золотом используются следующие методы.
Электролитическое окрашивание - это электрохимический процесс. В нем используется раствор электролита с наночастицами золота и пара электродов.
Он обеспечивает качественный золотой цвет поверхности металла.
Поверхность материала должна иметь большой размер пор на оксидном слое для надлежащего поглощения частиц золота.
Размер пор в оксидном слое можно увеличить с помощью метода твердого анодирования.
Он похож на стандартную технику анодирования, но разница заключается в толщине оксидного слоя.
Твердое анодирование обеспечивает дополнительный оксидный слой толщиной 15 - 100 мкм по сравнению со стандартным методом анодирования.
Операцию твердого анодирования можно выполнять на алюминиевых сплавах, имеющих в своем составе медь и магний.
Для дальнейшего увеличения размера пор оксидного слоя в качестве электролита можно использовать серную или фосфорную кислоту.
Диаметр пор также зависит от напряжения анодирования. Обычно для сплавов алюминия оно составляет более 100 В.
В зависимости от алюминиевого сплава, желаемая структура пор получается при использовании различных комбинаций электролитов и напряжения.
В технике иммерсионного окрашивания твердое анодированное изделие погружается в горячий раствор растворенных наночастиц золота, а затем кипятится в деионизированной воде.
Здесь используются красители золотистого цвета, выделенные из оксидов железа. Это обеспечивает желтовато-коричневый оттенок.
При увеличении размера золотой наночастицы свыше 100 нм она приобретает золотистый цвет.
Это происходит потому, что она находится в диапазоне длин волн видимого света (400 - 700 нм). Длина волны металлического золота составляет 576,69 нм.
Следовательно, чтобы окрасить окисленную поверхность крупными золотыми наночастицами, вам нужно будет подвергнуть основной металл жесткому анодированию.
Титан обладает свойствами, аналогичными свойствам алюминия. При анодировании он образует тонкий прозрачный оксидный слой.
Из-за разницы в толщине и прозрачности происходит интерференция тонких пленок, в результате чего оксидный слой проявляет широкий спектр цветов, таких как коричневый, серебряный, золотой и многие их оттенки.
Две внефазные полуволны, отраженные от внутреннего и внешнего слоев оксидного слоя, дают дополнительный цвет.
На рисунке ниже показаны цвета, соответствующие напряжению (отмеченные на каждой детали) во время анодирования титана.

Болты с анодированным покрытием.
Детали, анодированные золотом, имеют более длительный срок службы по сравнению с позолоченными деталями. Это объясняется высокой устойчивостью к коррозии и истиранию.
Поскольку покрытие является неотъемлемой частью поверхности, оно не увеличивает вес детали, но увеличивает ее толщину.
Кроме того, золотое анодирование металлической детали является экономически выгодной альтернативой изготовлению деталей с использованием золота.
Помимо анодирования, металлические детали могут быть окрашены с помощью гальванического покрытия.
Это отделочная операция, при которой на основной металл наносится слой металлического покрытия. Этот слой защищает металл от коррозии и истирания.
В процессе гальванизации металл, на который наносится покрытие, растворяется в растворе. При пропускании электричества он осаждается на отрицательно заряженной части.
Эта техника позволяет наносить золото на серебро, никель, латунь и медь.
Первым шагом при нанесении золотого покрытия на деталь является подготовка поверхности.
Перед нанесением покрытия поверхность должна быть отполирована, протравлена или подвергнута пескоструйной обработке для удаления всех загрязнений.
В противном случае это приведет к плохой адгезии золотого покрытия, т.е. к неравномерному покрытию.
После подготовки поверхности тщательно очистите деталь водой.
После промывки в воде нанесите на деталь тонкое никелевое покрытие. Оно улучшает адгезию золотого покрытия к основному металлу.
Еще раз ополосните деталь, чтобы удалить все остатки предыдущего шага.
Подключите клеммы питания к экспериментальной установке.
Отрицательная клемма кабеля питания подключается к детали, которая выступает в качестве катода, а положительная - к раствору золота (аноду).
Отрицательно заряженная деталь притягивает положительно заряженные ионы золота, медленно покрывая деталь слоем золота.
Толщина золотого покрытия зависит от продолжительности процесса гальванизации и силы тока, пропускаемого через раствор.
В приведенной ниже таблице кратко описаны виды золотого покрытия.
| Тип | Процедура | Характеристика |
| Золотое покрытие | Нанесение ионов золота на основной металл. | Потускнеет под воздействием химических веществ. |
| Золото Вермель | Толстое золотое покрытие на стерлинговой стали. | Обладает лучшими характеристиками, чем позолота. Для долговечности требуется постоянный уход. |
| Золотое напыление | Толстый слой золота, нанесенный на базовый металл, прокатывается под воздействием высоких температур. | Слой с покрытием обладает лучшей износостойкостью. |
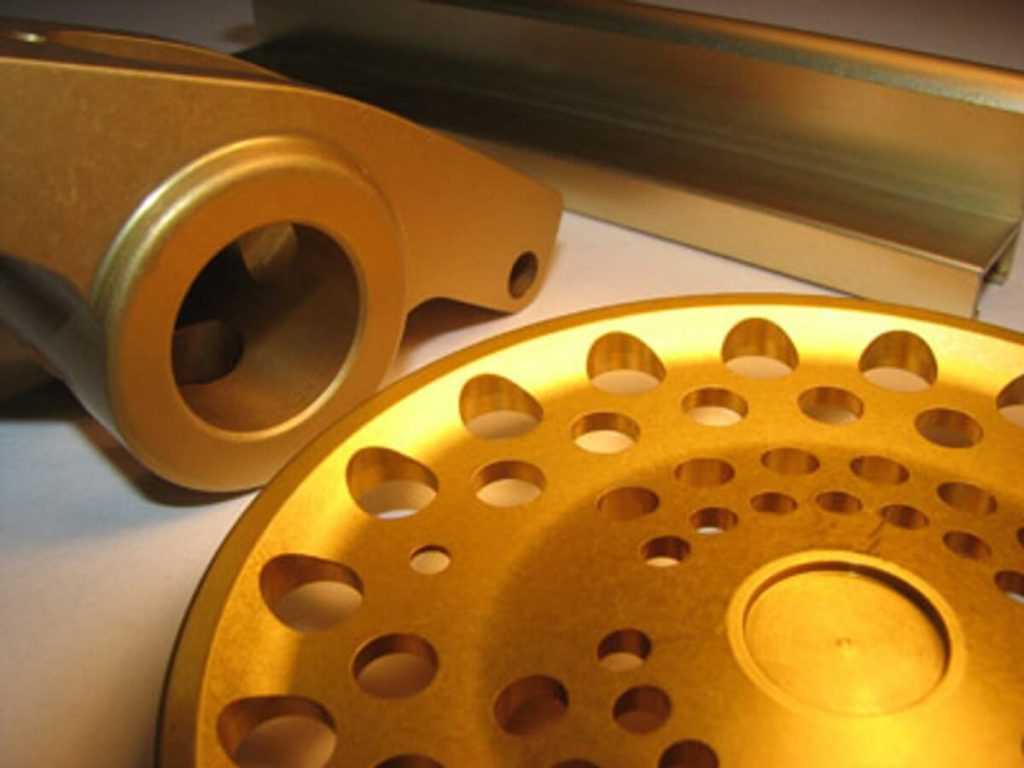
Детали из анодированного золота.
Применение золотого анодирования ограничено деталями, которым не нужно выдерживать экстремальные нагрузки и температуры. В следующей таблице указана толщина слоя золота, необходимая для каждого применения.
| Область применения | Толщина золотого покрытия |
| Электронная промышленность (разъемы, печатные платы) | 0,8 микрон |
| Медицинская промышленность (зубные протезы, медицинские инструменты) | 6 - 8 микрон |
| Музыкальные инструменты | 1 микрон |
| Ювелирные изделия | 0,51 микрон |
Распространенным применением анодирования золота является изготовление имитации ювелирных изделий. Но эти украшения чаще всего покрываются гальванически, а не анодируются.
Многие предпочитают гальванические золотые украшения анодированным, потому что можно контролировать состав и, тем самым, качество золота в каратах.
Однако гальваническое покрытие не улучшает свойства материала. Поэтому оно ограничивается изготовлением ювелирных изделий.
Вы можете наносить золотое покрытие различной толщины в зависимости от продолжительности гальванического процесса, приложенного напряжения и концентрации золота в электролите.
Лучше ли золотые анодированные изделия, чем позолоченные?
Да, анодированные изделия лучше, чем позолоченные, благодаря своей долговечности и возможности повторного анодирования, когда покрытие тускнеет.
Почему позолоченные ювелирные изделия предпочтительнее анодированных?
Позолоченные украшения предпочтительнее анодированных, потому что они имеют яркий блестящий желтый цвет, похожий на золото. Анодированные золотые украшения имеют имеют светло-желтый цвет, который не похож на настоящее золото.
Является ли анодирование покрытием?
Да, анодирование — это процесс нанесения защитного оксидного слоя на металлическую поверхность. В отличие от других методов нанесения покрытия, таких как покраска, при анодировании для нанесения покрытия используется электрохимический процесс.
Детали, анодированные золотом, обладают лучшей привлекательностью и превосходными металлическими свойствами по сравнению с другими цветными деталями. Покрытие является неотъемлемой частью основного материала, улучшая его свойства и обеспечивая долговечность.
Наночастицы золота обеспечивают широкий спектр отражающих свойств, и выбор размера частиц определяет оттенок золота, который вы получите. Поэтому вначале вам придется провести несколько пробных испытаний, чтобы найти подходящий состав.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Анодированный алюминий: Всё что нужно знать» и «40 интересных фактов о металлах».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 146
146
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.

 15
15
Гидравлический листогибочный пресс MetalTec HBM 30/1600 E22
Усилие 30 тонн. Длина гиба 1600 мм. Расстояние между колоннами 1100 мм. Глубина зева 180 мм. Мощность двигателя 3 кВт.
 9
9
Токарный станок c ЧПУ с горизонтальной станиной MetalTec CK 36x750 PRO
Ø обработки, 360 мм. Расстояние между центрами, 750 мм. Мощность двигателя, 5,5 кВт. Система ЧПУ, Siemens Тип направляющих, скольжения. Вес, 1650 кг.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!