
Производство является и всегда было вечно развивающейся отраслью. Но в последние годы темпы изменений, похоже, ускорились, вместе с ростом заказов. Успевать за растущим спросом со стороны клиентов стало проблемой для многих производителей. Кажется, что просто не хватает предприятий, чтобы удовлетворить растущие потребности.
В отрасли наблюдается растущая тенденция к высокой индивидуализации и уменьшению размеров партий. Клиенты требуют индивидуализации конечной продукции и хотят видеть статус своих заказов в процессе производства. Это подстегнуло повышение сложности производства наряду с необходимостью обеспечения непрерывной прозрачности при сокращении размеров партий. Улучшения отдельных процессов недостаточно.
Возможно, применение роботов не имело смысла в прежних цеховых условиях, но последние изменения в производстве требуют еще раз взглянуть на потенциальную роль автоматизации в металлообработке. Одной из заметных областей, где автоматизация дала положительные результаты, особенно для средних производителей, является цикл резки-гибки.
Исследование, проведенное несколько лет назад Институтом Фраунгофера и компанией TRUMPF, изучало, сколько времени производства тратят на косвенные процессы, связанные с организацией и доставкой деталей на следующий этап. Исследование показало, что почти 80% производственного времени тратится на эти косвенные задачи. Это оставляет только 20% производственного времени для выполнения задач с добавленной стоимостью - тех, которые приносят прибыль, таких как резка, гибка, сварка и сборка. Производители, стремящиеся увеличить доходы, должны сократить эти 80% за счет автоматизации и оптимизации процессов, не добавляющих стоимости.
В отрасли наблюдается лишь ограниченное применение автоматизации. Конечно, на протяжении нескольких десятилетий производители использовали башенные хранилища, системы загрузки/разгрузки и автоматизации гибки. Однако из-за ограниченной гибкости существующих систем большая часть автоматизации была ограничена крупносерийным производством с малым объемом работ, как правило, у OEM-производителей или крупных контрактных производителей с предсказуемым спросом и высокостандартной продукцией. На сегодняшний день в отрасли не наблюдается широкого внедрения сложных, высокотехнологичных систем автоматизации, предназначенных для систем гибки.
Большинство производителей работают в условиях быстрого и часто экстремального изменения спроса на различных станках и рабочих центрах. Некоторые заказы содержат только вырезанные детали, другие - детали, которые вырезаются и формуются, третьи требуют сварки. Быстрые изменения в деталях, уровнях спроса и маршрутизации работ затрудняют планирование стабильных, предсказуемых производственных циклов в соответствии с требованиями заказчика.
Различные геометрии деталей, требования к поверхности и ожидаемое качество кромок могут влиять на технологию, которую выбирают изготовители для производства этих деталей. Например, деталь с жалюзи и формованными элементами может быть изготовлена методом штамповки. Если заказчик ожидает, что при лазерной резке в кромку среза не будет попадать кислород, то для этой работы могут подойти мощные волоконные лазеры. Или, может быть, заказ содержит детали со сложными круглыми изгибами, которые лучше всего производить в процессе панельной гибки без царапин.
Исторически сложилось так, что многие производители выстраивают планировку, ориентированную на технологический процесс, где лазерная резка и штамповочные станки находятся в одном отделе, а листогибочные прессы - в другом. Такая планировка может обеспечить гибкость. Например, если деталь нужно пробить, а затем согнуть на панелегибочном станке, грузчики могут легко транспортировать деталь между этапами технологического процесса с помощью тележек, ручных вилочных погрузчиков или других методов. Если контракт на изготовление конкретной детали потерян, производитель может заполнить вновь освободившиеся мощности дополнительной работой на панелегибочном станке. Или, если требуются детали без зазубрин, работа может быть перенесена с вырубного станка на лазерный или комбинированный станок.
Такой подход позволяет выполнять работу и хорошо работает на протяжении десятилетий в производстве листового металла, но у него есть и существенные недостатки. К недостаткам относятся потерянные детали, потерянное время из-за ручной обработки материалов и стоимость вилочных погрузчиков. Однако эти факторы на самом деле не являются самыми большими расходами при ведении бизнеса подобным образом. Большую часть потерянного дохода можно отнести на уменьшение оборотного капитала.
Подумайте об этом следующим образом: Каждая компания нуждается в определенном количестве капитала для ежедневного ведения бизнеса. Как и человеку, компании для ведения бизнеса в любой момент времени требуется определенная сумма денег. Эта сумма денег называется оборотным капиталом.
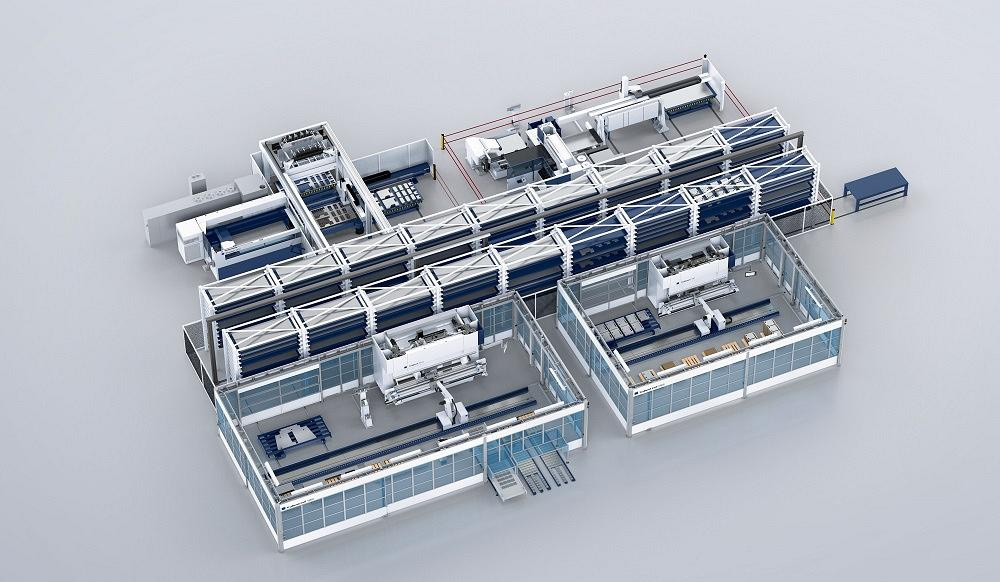
Интегрированная система резки и гибки - в данном случае лазер, пуансон и два роботизированных листогибочных пресса - имеет башни для хранения сырья и буфера незавершенного производства. Этот буфер обеспечивает всем машинам возможность работать с большей производительностью и достигать большей пропускной способности.
В условиях, когда детали режутся, разделяются вручную, а затем транспортируются вилочным погрузчиком на сгибание, количество деталей в процессе производства (WIP) и, следовательно, запасы деталей между этапами процесса могут стать огромными. В типичной модели, ориентированной на процесс, большинство деталей находятся в ожидании 98,6% времени производства. Такие предприятия могут иметь тысячи или даже сотни тысяч деталей WIP, ожидающих следующего этапа производства. Это представляет собой значительную сумму оборотного капитала, вложенную в незавершенные детали в цехе. В некоторых организациях эта стоимость превышает миллионы долларов.
Высокий уровень WIP может создать реальное финансовое бремя. Представьте, что вы являетесь контрактным производителем среднего размера с доходом в 20 миллионов рублей в год. Ваша норма прибыли составляет около 15% в год, а среднее время выполнения заказа - около восьми недель. После размещения заказа проходит около двух недель, пока детали будут вырезаны, и еще шесть недель, пока они будут отгружены. Это означает, что детали находятся в состоянии WIP около шести недель. Умножьте 20 миллионов рублей на 85% себестоимости реализованной продукции и на то, что детали находятся на складе шесть недель (20 миллионов рублей × 85% × 6/52), и вы увидите, что у вас есть 1,9 миллиона рублей оборотного капитала, связанного с деталями, которые лежат на складе. Это уже большие деньги, но если процентные ставки высоки, и если вы используете кредитную линию для оплаты этого оборотного капитала, финансовые обязательства могут быстро увеличиться.
Вторую часть данной статьи вы можете найти в нашем блоге.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Как искусственный интеллект помогает сделать автономную сварку труб реальностью».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...


![Волоконные лазеры - принцип работы, применение и многое другое [Часть 1]](https://www.stankoff.ru/files/blog/S7eXMdERT3Wez1eSMzLdwfrtFUh9megn6W6zWpsY.jpg)



 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!