
Нержавеющая сталь обладает многими свойствами, которые делают ее привлекательной для различных применений, но эти же свойства могут сделать ее сложным материалом для работы. В процессе работы на ней легко появляются царапины и пятна, что делает ее восприимчивой к коррозии. И, что не менее важно, она дороже углеродистой стали, поэтому при производстве нержавеющих деталей, возрастают материальные затраты.
Клиенты также предъявляют высокие требования к качеству отделки, требуя практически зеркальной поверхности материала. Шансов скрыть ошибку с помощью покрытий или краски практически нет.
Эти проблемы несколько усиливаются при работе с трубами из нержавеющей стали, поскольку оптимальные и эффективные варианты инструментов для легкой обработки материала до тонкой отделки ограничены.
Из-за коррозионной стойкости нержавеющей стали она является идеальным материалом для тех областей применения, где требуется естественный блеск металла, например, для изготовления рулей и поручней. Это также означает, что для внешнего вида труб может потребоваться отделка от матовой до гладкой, без пятен.
Для достижения этой цели необходим правильный инструмент и правильные абразивные материалы. Зачастую первый вопрос, который мы задаем клиентам, заключается в том, какие капиталовложения они готовы сделать, чтобы быстро и последовательно обеспечить идеальную отделку труб. Для тех, кто надеется поддерживать постоянный поток заказов на отделку труб, рекомендуется автоматизировать процесс с помощью бесцентрового шлифовального станка, круглошлифовального станка или другого вида ленточного станка, это определенно упростит последовательность обработки детали для достижения желаемой отделки.
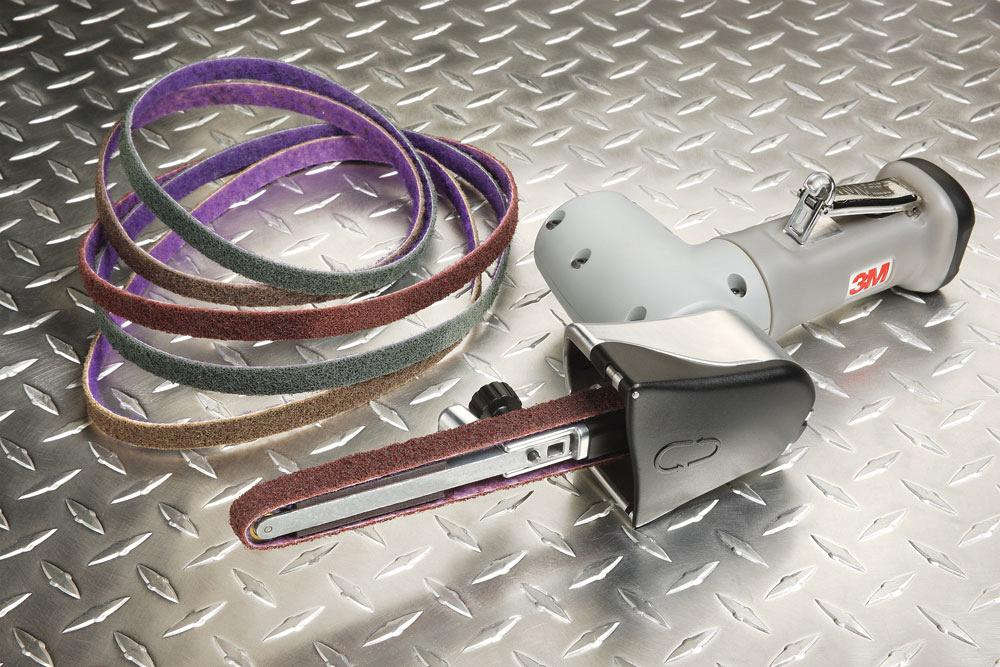
Однако существуют и варианты ручного инструмента. В зависимости от размера трубы, ручная ленточная шлифовальная машина может быть эффективным способом обеспечения того, чтобы геометрия детали не изменялась во время отделки. Использование провисания ленты позволяет обрабатывать контур трубы, не расплющивая ее. Некоторые ленты имеют три контактных колеса, что обеспечивает большую гибкость при обработке труб. Ленты выпускаются разных размеров. Ленты для ленточных машин варьируются от 18 до 24 дюймов, бесцентровые и цилиндрические ремни могут быть длиной 132 дюйма и более, шириной до 6 дюймов.
Проблема с ручными инструментами заключается в том, что достижение точной обработки раз за разом - это скорее искусство, чем наука; опытные операторы могут добиться отличной отделки с помощью ручных инструментов, но для этого нужна практика. При больших скоростях обработки появляются более мелкие царапины, в тоже время при более медленных скоростях появляются более глубокие царапины. Нахождение баланса для конкретной работы зависит от оператора. Существуют рекомендуемые начальные скорости ленты в зависимости от того, какой отделки вы хотите добиться.
Однако важно избегать использования любых дисков или ручных шлифовальных машин при работе с трубами. Этими инструментами очень трудно добиться желаемого рисунка, и есть риск нарушить геометрию и создать плоские участки на трубе, если диск слишком сильно вдавливается в материал. В умелых руках, и если целью является полированная зеркальная поверхность, а не узор из царапин, можно использовать множество абразивных операций, а на последнем этапе - полировочную пасту.
Выбор абразива требует четкого представления о том, какой должна быть конечная обработка. Конечно, это легче сказать, чем сделать; часто обработка детали подбирается к существующему изделию с помощью визуального контроля. Однако поставщик абразивных материалов для цеха может помочь определить, как лучше всего постепенно уменьшать зерно абразива для достижения желаемой отделки.
Ступенчатый процесс обработки абразивами при обработке нержавеющей стали для окончательной отделки очень важен. Вначале необходимо убедиться, что все изъяны и вмятины удалены. Мы хотим начать с самого лучшего продукта для удаления этих дефектов; чем глубже царапины, тем больше работы потребуется для их удаления. Необходимо соблюдать осторожность, на каждом последующем этапе удаляются царапины от предыдущего абразива. Таким образом, достигается последовательный рисунок царапин на готовом изделии.
Определение того, насколько крупным должен быть абразив, зависит, конечно, от материала. Если необходимо удалить окалину или такие дефекты, как вмятины или глубокие царапины, необходим абразив с большой зернистостью. Например, мы обычно начинаем с лент 3M 984F или 947A. Как только нам нужна лента с зернистостью 80, мы переходим на более специализированную абразивную ленту.

Ленточный шлифовальный станок
При использовании традиционных абразивных материалов с покрытием для получения матового покрытия на нержавеющей стали необходимо понижать класс абразива, не пропуская шагов, так как иначе абразив разрушается. Когда абразив разрушается, для достижения того же результата требуется большее давление, поскольку минерал становится более тусклым или удаляется из абразива. Тусклые минералы или более высокие усилия приводят к выделению тепла. Так как при обработке нержавеющей стали тепло является проблемой, это может повлиять на качество обработки и "посинить" поверхность.
Еще одна проблема, которая может возникнуть с некоторыми недорогими абразивами, - это консистенция их отделочных минералов. Неопытным операторам будет трудно обеспечить требуемую чистоту абразива на каждом этапе. В случае несоответствия могут появиться царапины, которые можно не заметить до этапа полировки.
Однако есть технологии, которые позволяют пропускать шаги по понижению зерна абразива. Например, абразивные материалы Trizact компании 3M используют смесь смолы и абразива для создания пирамидальной структуры, которая обновляет абразивную поверхность новыми зернами, даже по мере ее износа. Эта технология обеспечивает постоянное качество обработки, от детали к детали, на протяжении всего срока службы ленты. Поскольку каждый сорт ленты Trizact дает предсказуемое качество обработки, мы можем переходить от одного абразива к другому для окончательной обработки. Это экономит время за счет уменьшения количества абразивных операций и сокращения повторной обработки из-за неполного шлифования.
Ключевым моментом при выборе абразива является определение того, как получить нужную отделку наиболее эффективно с точки зрения времени и затрат.
Поскольку нержавеющая сталь - твердый материал, выбор абразива и минерала очень важен. При использовании неподходящего абразива, чем дольше обрабатывается материал, тем больше выделяется тепла. Важно использовать правильный тип минерала и применять абразив с теплоотводящим покрытием для отвода тепла от зоны шлифовального контакта.
При использовании станка на деталь можно нанести охлаждающую жидкость, которая также помогает удалить мусор, гарантируя, что царапины от этого мусора не запятнают поверхность. Убедитесь, что используется соответствующий фильтр, чтобы мусор не попадал снова при рециркуляции охлаждающей жидкости.
Большинство людей считают, что все нержавеющие детали выглядят одинаково, но когда дело доходит до окончательной отделки детали, два различных типа минералов могут повлиять на то, как будет выглядеть деталь.
Карбид кремния, например, имеет тенденцию оставлять более глубокие царапины, которые по-разному отражают свет и заставляют деталь выглядеть голубой.
Между тем оксид алюминия оставляет более округлую форму, которая по-разному отражает свет и делает материал на вид желтым.
Ленточная шлифмашина
Важно знать желаемую отделку детали, так как обычно требуется, чтобы новая деталь соответствовала существующей. Нержавеющая сталь - дорогой материал, поэтому важно тщательно выбирать инструменты для отделки. Правильная поддержка со стороны поставщика может помочь цехам найти подход, который будет эффективным с точки зрения времени и затрат.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Область применения и интересные факты о меди» и «Почему латунь, бронза и медь зеленеют?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!