«Я избегал автоматизации сварки труб одного диаметра с полным проваром на протяжении всей своей карьеры, начиная с начала 1980-х годов, потому что требования к адаптивному управлению очень высоки».
Так считает Дэн Оллфорд, президент ARC Specialties, хьюстонской фирмы по разработке автоматизированных систем и процессов. "Вот почему, когда кто-то приходит к нам с односторонним швом с полным проваром, я настаиваю на создании J-образного скоса. Когда вы создаете J-образный скос, вы проводите нулевое корневое раскрытие, а нулевое раскрытие можно повторить. Но как только вы переходите к V-образному скосу, у вас появляется переменное корневое раскрытие, и автоматизация в таком случае становится действительно сложной задачей".
Ситуация начала меняться три года назад, когда Оллфорд увидел, что созревают три технологии. Первой был кобот, который позволил автоматике для сварки труб работать рядом с людьми. Вторая - доступное двухмерное лазерное сканирование, позволяющее сканировать и составлять карту стыка. И третьей технологией стала газовая дуговая сварка с передачей короткого замыкания с усовершенствованной формой волны (GMAW).
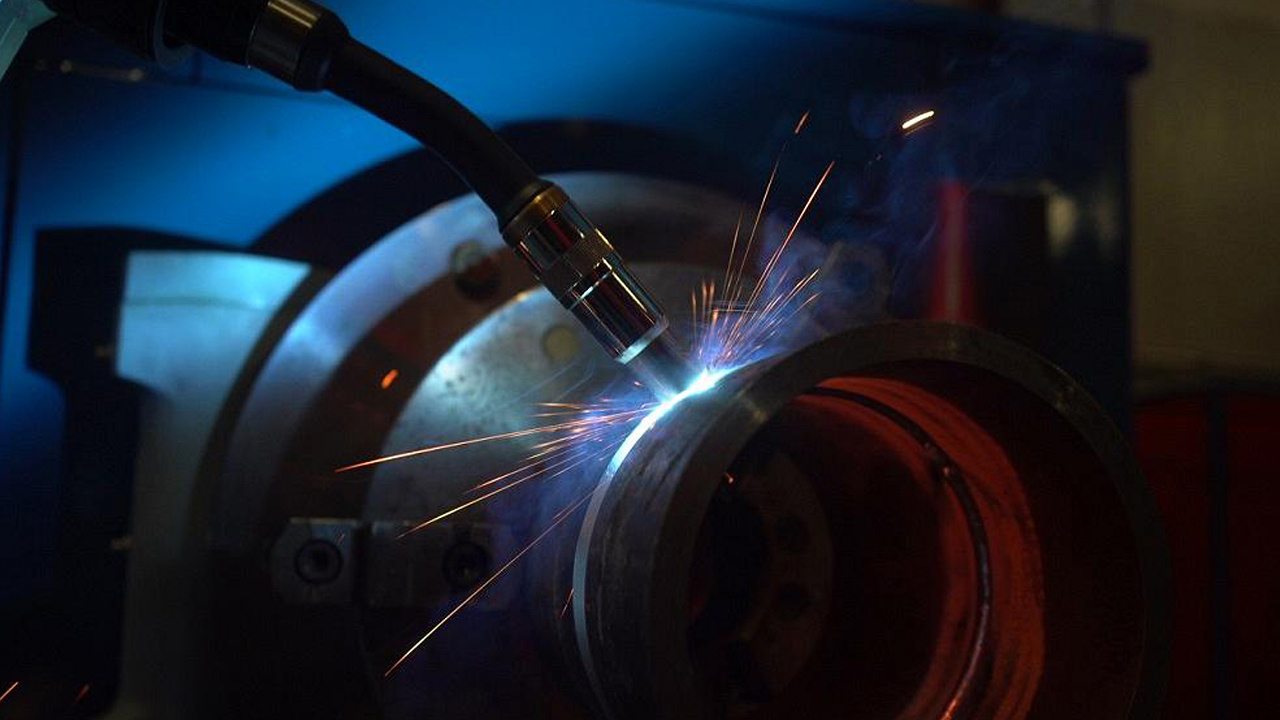
Когда речь идет о сварке труб, усовершенствованная волновая передача короткого замыкания создает "мягкую" ванну, которая в последние годы позволяет сварщикам труб соединять стыки с меняющимися зазорами. "Человек может мгновенно адаптироваться к изменяющемуся зазору, наблюдая за его шириной и изменяя скорость перемещения и ширину колебаний", - говорит Оллфорд. "Это все хорошо, но машины не могут этого сделать, пока у них нет возможности определять ширину и реагировать на нее. Именно здесь на помощь приходит лазерное сканирование, а также искусственный интеллект, то есть система обучается в процессе. В данном случае мы используем центральный процессор для определения наилучших параметров сварки для любого заданного размера шва".
Традиционная короткозамкнутая сварка GMAW не является предпочтительным процессом для сварки корня трубы. В основном это связано с тем, как ведет себя короткое замыкание. Оно непостоянно, происходит через разные промежутки времени и с разной интенсивностью. Маневрирование сварочным пистолетом у корня трубы напоминает плавание на лодке по бурным водам, пытаясь свести к минимуму брызги расплавленного металла на боковую стенку шва, которые могут создать холодный нахлест. Короче говоря, этот процесс работает против сварщика, который, скорее всего, предпочел бы дуговую сварку неплавящимся электродом в защитной атмосфере инертного газа. С другой стороны, GMAW с усовершенствованной формой волны при коротком замыкании контролирует короткое замыкание и снижает ток для контроля переноса металла. Это дает сварщику гораздо лучший контроль над сварочной ванной.
С другой стороны, этот процесс также имеет очень низкий уровень проплавления и низкий уровень расплава. "Вот почему это один из немногих процессов, не прошедших предварительную квалификацию Американского сварочного общества", - сказал Оллфорд. "Поэтому мы предпочитаем использовать его только тогда, когда это необходимо". Это включает в себя критически важный корневой проход.
Сегодня компания внедрила систему AIPW, или Artificial Intelligence Pipe Welder, которая сваривает трубы с усилием 1G, с произвольным расположением прихваток по окружности. Она состоит из манипулятора-кобота компании Universal Robots и сварочного источника питания Miller с регулируемым осаждением металла (RMD). Система может работать с зазором от 1/16 до 3/16 дюйма и выдерживать отклонения по высоте (небольшое несоответствие между двумя поверхностями V-образной канавки) до 3/32 дюйма. До сих пор система использовалась для труб диаметром до 24 дюймов с толщиной стенок от 0,25 до 0,5 дюйма.
"Пока мы свариваем стандартные трубы из углеродистой стали ASTM A106", - сказал Оллфорд, - "но концепция должна применяться ко всем типам материалов".
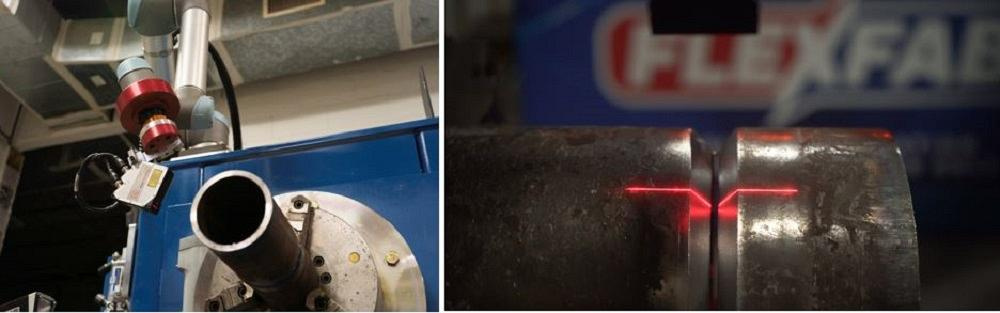
Лазер сканирует сварное соединение трубы, чтобы обнаружить изменения в раскрытии корня и другие геометрические изменения.
Сварной шов начинается у корня с едва заметным переплетением синусоидальной формы (у корня не так много места для выраженного переплетения). Но, начиная с горячего прохода, система может начать плетение под углом, направляя сварной шов на выступы предыдущего прохода. Это фактически имитирует ручную сварку труб и технику "прогулке по чаше" для обеспечения хорошего проплавления и смачивания боковых стенок, создавая плавный переход между сварным швом и основным металлом. После корня система переключается на импульсно-спрейную сварку GMAW для горячего и заполняющего проходов.
В основе всего этого лежит интерполяция - процесс соотнесения данных лазерного сканера с физическими характеристиками сварного соединения. Сюда входят корневое раскрытие и общий размер V-образной канавки, а также расположение, размер и характер прихватки.
"Нам пришлось все это соотнести", - говорит Джим Уокер, технолог по сварке компании ARC Specialties. "Я думаю, что это была самая сложная часть всего проекта".
В частности, команде необходимо было разработать набор параметров сварки в качестве базового уровня, чтобы соотнести то, что работает для конкретного корневого раскроя. Такую интерполяцию можно рассматривать как навигационные точки на карте соединения труб. Когда лазерный сканер снимает карту соединения, система на основе искусственного интеллекта понимает, что определенные характеристики соединения - это корневое раскрытие, это объем канавки, эти виды сварных галтелей - коррелируют с определенной комбинацией параметров сварки. Наиболее важными параметрами являются амплитуда колебаний (ширина переплетения) и форма (синусоидальная или восьмеркой).
"У нас есть различные графики сварки для каждого корневого раскрытия", - пояснил Уокер. "Сейчас единственные параметры, которые меняются, - это ширина колебаний, чтобы робот мог продолжать правильно заполнять шов, и скорость перемещения, чтобы объемное осаждение присадочного металла оставалось постоянным. Но мы разработали его таким образом, что при необходимости вы можете изменять подачу проволоки, напряжение и управление дугой. Пока, правда, мы не нашли в этом необходимости".
Все это создает основу для автономной сварки. Оператор закрепляет прихваченную трубу во вращающемся приспособлении. Лазер сканирует стык, процессор рассчитывает отклонения и необходимые технологические адаптации, после чего кобот начинает сварку без вмешательства оператора.
Установка кобота работает в положении 1G, наиболее распространенном при сварке труб, при котором труба вращается на позиционере, а сварочный пистолет остается неподвижным. Но что делать в ситуациях, когда труба все еще горизонтальна, но не может вращаться? Как насчет сварки в положении 5G?
В последние месяцы ARC Specialties работает с компанией Bug-O Systems над разработкой полностью автономной сварки труб в положении 5G. Компания надеется начать коммерциализацию системы в течение следующего года.
"Теперь мы свариваем практически во всех положениях каждый оборот", - говорит Оллфорд. "Мы оптимизируем параметры не только для шва, но и для силы тяжести".
В условиях острой нехватки рабочей силы мало кто спорит о том, что автоматизация украдет рабочие места. Миру нужно больше сварщиков труб. Трубосварщики, начинающие свою карьеру сегодня, скорее всего, уйдут на пенсию из совсем другой отрасли, в которой сочетаются ручная работа и автономные технологии сварки.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Основы лазерной резки — знания, которые вам пригодятся».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Сейчас все связано с эрой интернета и компьютерными программами. Но прежде чем таже сварка начнет варить конструкции так как надо нужен само собой человек со своей умной головой чтобы создать такую программу, после чего все подсоединить, ввести нужные данные и настроить и еще куча мелочей которые нужно сделать и только после всего этого роботы могут работать. Так что без человека ничего не получится.
Ну к примеру если взять трубы наших газопроводов которые тянутся по всей России и Европе то пока что искусственный разум там не присутствует. Люди варят в ручную. А вот что касается не больших изделий то уже давно автоматика хорошую помощь осуществляет в этой сфере. Когда нибудь и большие проекты по сварочным работам будут производится тоже в автоматическом режиме.
Непонятно и как раньше все делалось без компьютеров и программ. А может и делалось да только очень медленно и с большими погрешностями, авариями и дефектами. А сейчас настроил программу, ввел все нужные данные, кнопку нажал и автоматика все сделала за тебя со сто процентным положительным результатом.
Мне кажется, что полная автоматизация подобной работы(сварка, резка и т.п.) ещё очень далека от совершенства, и потребуется не мало лет для оптимизации. В таких работах очень сильно играют роль мелкие нюансы в настройке и точности. Хотя как мы видим и что очень радует, что технологии совершенствуются и каждый раз происходит апгрейд искусственного интеллекта. А вообще как и с человеком, машина тоже может сбоить и ломаться. А при больших сварочных работах это может привести к серьёзным дефектам и проблемам.
Искусственный интилект сейчас присутствует во всех видах промышленности. Объемы работ стали такими большими что просто человек уже не успевает все делать и тут приходят к нам на помощь так называемые программы-роботы которые мы с вами же и создали для облегчения рабочего труда а заодно и повышения производительности того или иного продукта.