Давайте рассмотрим эксплуатационные расходы предприятия, к ним относятся обычные расходы, такие как стоимость помещений, обслуживание оборудования, расходы на персонал и стоимость внешних услуг. Имеет ли смысл вертикальная интеграция, например, перенос порошковой окраски или других процессов, ранее переданных на аутсорсинг, на собственное производство?
Сюда же относятся и менее очевидные расходы, в том числе потребление электроэнергии. Цех в районе с дорогой электроэнергией может иметь другую стратегию инвестиций в оборудование, особенно когда речь идет об вспомогательном газе. В районах с низкими затратами на электроэнергию может иметь смысл приобрести установки для производства азота, но по мере роста стоимости киловатт-час азот в балонах начинает выглядеть гораздо привлекательнее.
Рассмотрим один цех в Сан-Хосе, Калифорния, и другой в Спокане, штат Вашингтон. В Сан-Хосе общая стоимость квадратного фута в помещении настолько высока, что цех не добавляет оборудование, а заменяет его. Пристраивать здание слишком дорого. Предприятие должно использовать всю возможную ценность из каждого квадратного фута, который у нее есть, и получить больше пользы от каждого потребляемого объектом ватта. Между тем, у предприятия в Спокане есть площадь, и оно может позволить себе добавить несколько оптоволоконных лазерных станков.
Первую и вторую часть данной статьи вы можете найти в нашем блоге.
После анализа общей картины - ваших клиентов, ресурсов, возможностей и эксплуатационных расходов - вы готовы определить, какая лазерная система лучше всего подходит для вашей работы. Это включает не только уровень мощности, но и уровень автоматизации.
Однако одна из проблем заключается в том, что бизнес-модели развиваются, требования клиентов меняются, а технологии развиваются быстрее, чем когда-либо. Волоконный лазеры дал отрасли новые высокие мощности; теперь прогресс в приводах, сервомоторах, режущих головках и соплах позволит найти новые способы извлечь максимум их этих мощностей.
Модульность станет более важной. Производители не только смогут добавить башни для хранения и автоматизации к существующим лазерам, но и смогут менять источники лазерного излучения, а не весь станок. Замена может произойти за одну смену, а не в течение нескольких дней или недель.
Скажем, производству нужно заменить несколько старых CO2-лазеров. Это все еще в основном цех по производству работ, поэтому им необходим универсальный, швейцарский нож, а именно 10-киловаттный волоконный лазер. Производство растет, и для обеспечения мощности к 10-киловаттному лазеру добавляется башня для хранения листового металла. По мере развития бизнеса меняются и его потребности. Цех обнаруживает, что все больше работ по раскрою происходит с листовым металлом толщиной 3 мм и с более тонким материалом. Фактически, производству действительно необходимо отделить работу с листовым металлом толщиной 3 мм от остальных, чтобы соответствовать требованиям к продолжительности цикла.
Поэтому компания инвестирует в волоконный лазер мощностью 5 кВт, более чем достаточно мощный для обработки деталей среднего размера из стали толщиной 3 мм, большинство из которых не имеют трудоемких внутренних элементов или замысловатых контуров. Дело в том, что смесь 3 мм и более тонких деталей созрела для автоматизации. Между тем, автоматизированный 10-киловаттный лазер, который всегда был швейцарским ножом, стал больше подходить для малосерийных обработки.
Здесь в игру вступает модульность. Автоматика снимается с 10-киловаттного лазера и устанавливается на 5-киловаттную систему. Теперь 5-киловаттная система выполняет основную работу цеха - многократно заказываемые детали. В то же время 10-киловаттный лазер становится машиной быстрого реагирования, где заказ может быть загружен, вырезан и отправлен в течение нескольких часов.
Такая модульность станет еще более важной в ближайшие годы. Технологии будут развиваться по мере того, как будут развиваться производства, когда они превратятся из цеха куда поступают заказы в контрактное производство, когда они запустят линейки продукции, когда они переориентируют свой бизнес, чтобы воспользоваться новыми возможностями. По мере того как меняется бизнес производства, вместе с ним будет меняться и лазерная резка - основная технология, которая сформировала современную индустрию прецизионной обработки листового металла.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Лазерная очистка металла: принцип, характеристики и применение» и «Процесс обработки поверхности металла оптоволоконным лазером».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 146
146
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.
 13
13
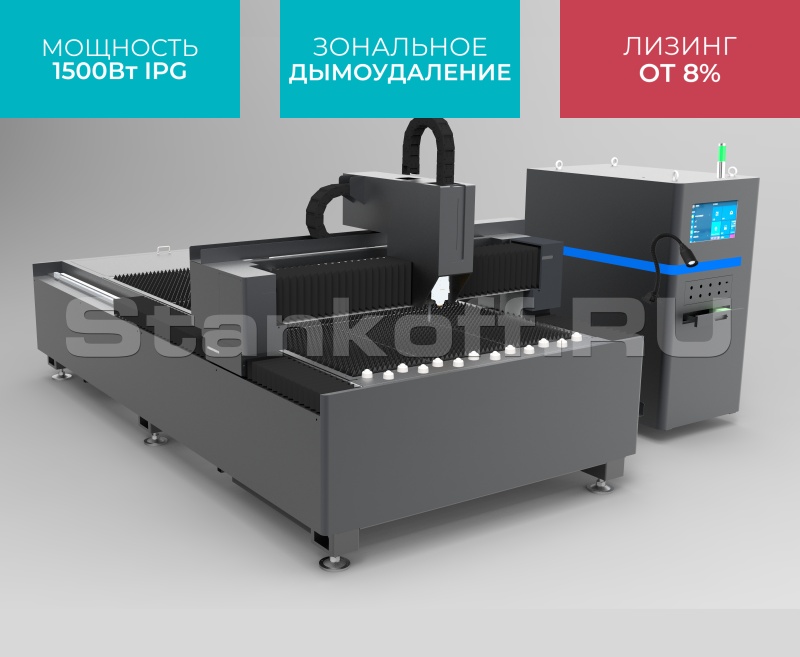
Оптоволоконный лазерный станок для резки металла STL-1530FP/1500 IPG
Листовая станина. Рабочая зона 1500х3000 мм. Источник 1500 Вт IPG. Резка углеродистой стали до 14 мм, нержавеющей стали до 6 мм.
 1
1
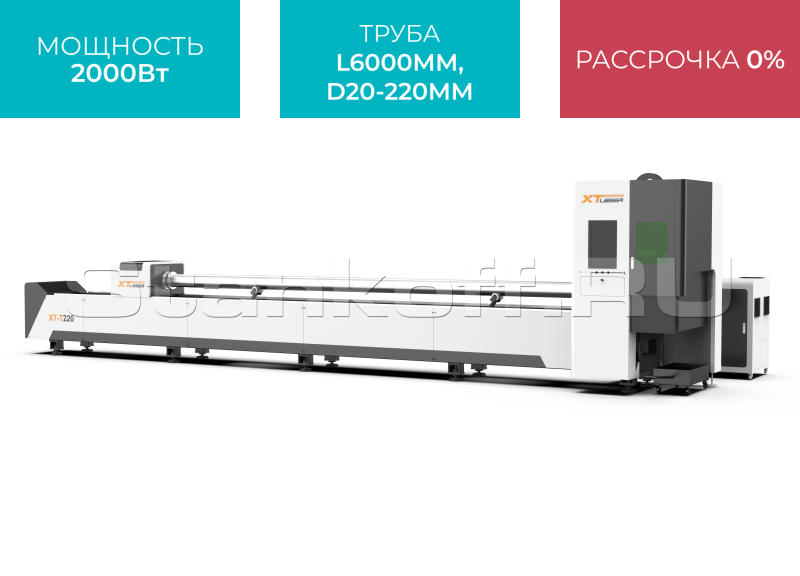
Оптоволоконный лазер для резки труб XTC-T220/2000 Raycus
Диаметр труб 220 мм. Длина труб 6000 мм. Мощность лазера 2000 Вт. Лазерный источник Raycus.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...


![Как правильно подобрать скорость резания токарного станка [1 часть]](https://www.stankoff.ru/files/blog/e1GjPLBKAtUjmIgjljQk0VfdRthGzSQI6NLicDN6.jpg)

 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Лазер сам по себе имеет очень большую мощность и нагрузку. Но и металлоконструкции бывают разные по своей толщине и плотности и чем сложнее по своему составу металл тем мощнее нужен лазер. Хотя лазеры все одинаковые. Разница только в том как установить мощность. Это что то схожее с напором воды из крана. Мы крутим вентиль и регулируем силу напора. Тоже самое и в лазерах.
Давайте возьмем две детали. Одна будет очень тонкая, другая будет средних размеров по толщине. Берем лазер настроенный на деталь со средними размерами по толщине и начинаем работу. Само собой все проходит гладко. Берем тот же лазер и не меняя настройки и мощность начинаем работу с деталью которая тонкая. Как вы думаете что произойдет. Правильно, деталь просто напросто сгорит. Вот как бы моим комментарием и есть ответ на вопрос. К каждой детали своя мощность лазера.
Мощность лазерного станка без которого не сможет обойтись ни одно производство по творческой работе с металлом будет зависеть от толщины обрабатываемого металла ,его твердости (есть такая характеристика hrс или hb) ну и от интенсивности рабочего процесса.Это чисто мое мнение.
Надо же, как далеко шагнул прогресс! Еще лет 30-40 назад подобное применение лазера в этой области считалось фантастикой, а теперь обсуждается лишь мощность станка для производства этих работ).
Спасибо, что так все подробно написали. Было очень продуктивно почитать, конечно же, прогресс как говорится не стоит на месте. Такой мощный лазерный станок, что просто даже и не верится. Но он существует как говорится.