
Выбор правильного абразива и его правильное использование при изготовлении металлоконструкций и при сварке может иметь большое значение для повышения производительности и минимизации затрат. Тем не менее, сегодня, когда сроки поджимают, у производителей возникает соблазн использовать любой абразив, который есть под рукой, не задумываясь о том, какой из них лучше всего подходит для конкретного применения. Некоторые могут даже игнорировать некоторые фундаментальные правила безопасности шлифования. Результатом может стать снижение качества готовой продукции, увеличение затрат на шлифование и отделку, а также потеря производительности.
Важно понимать, что абразивные материалы бывают разных марок, которые некоторые производители обозначают как хорошие, отличные, лучшие.
Производители металлических изделий, которые измеряют общие результаты шлифования и хотят добиться наименьших общих затрат на обработку, используют лучшие абразивные продукты для большинства своих работ, оставляя использование среднего класса для высокопроизводительных работ, где важна только стоимость абразива. Конечные пользователи, желающие получить наименьшую начальную стоимость, скорее всего, выберут хорошие абразивные материалы, но должны знать, что такой выбор может оказаться неэкономичным в долгосрочной перспективе.
Владельцы цехов по производству и сварке, заинтересованные в определении общих результатов шлифования, могут работать со своим поставщиком абразивов для тестирования и сравнения абразивов различных марок и альтернативных продуктов от различных производителей. Такие испытания, проводимые на месте, позволяют определить относительную стоимость абразива на основе цены и скорости износа и даже измерить общую производительность труда на основе заработной платы рабочего. Затем относительная стоимость абразива может быть добавлена к стоимости работы оператора для определения общей стоимости шлифования. Такие тесты обычно показывают, что самые передовые (лучшие) абразивные продукты обычно служат дольше, работают быстрее, наилучшим образом используют время рабочего и часто являются наиболее экономически эффективным выбором.
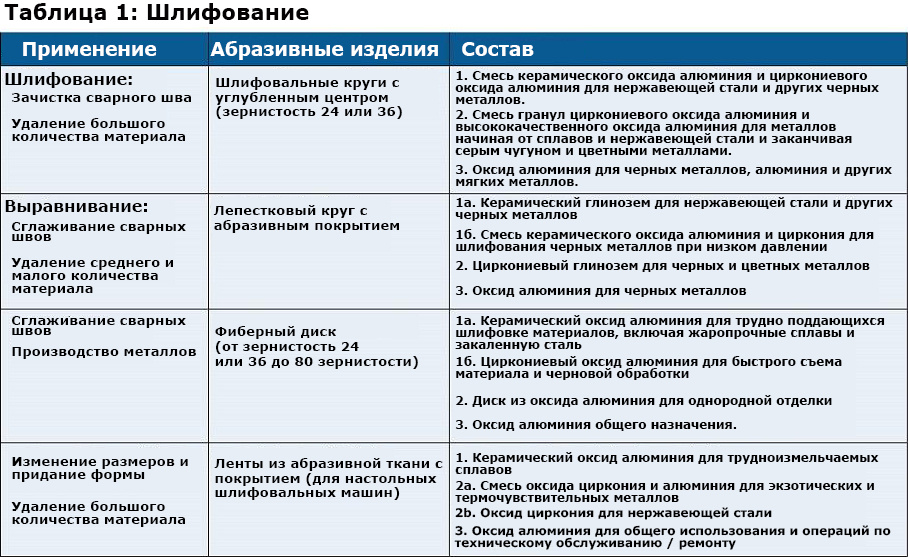
Первым шагом в обработке сварного шва является шлифование. Объем работ, необходимых для этого этапа, зависит от твердости материала, типа сварного шва, квалификации сварщика и некоторых других факторов. В большинстве случаев зачистку сварных швов наиболее экономически выгодно выполнять с помощью угловой шлифовальной машины. Для этого в качестве абразивных материалов, в этих инструментах используются фибровые диски, лепестковые диски или меньшие версии этих продуктов, используемые для большего контроля или для работы с меньшим рабочим пространством.
Фибровые диски удаляют излишки материала с плоских и контурных поверхностей с быстрой начальной скоростью удаления.
Несколько советов:
Лепестковые круги хорошо подходят для зачистки тяжелых сварных швов и избыточного материала, обеспечивая при этом длительный срок службы:
Преимущества лепестковых дисков с по сравнению с однослойными изделиями включают:
Независимо от того, используются ли лепестковые или фиберные диски, более эффективные абразивные материалы с керамическим зерном лучше всего работают при использовании угловой шлифовальной машины мощностью более 1200 Вт.
На втором этапе удаляются царапины, образовавшиеся на первом этапе, и задается направленный рисунок царапин конечного продукта. Очень важно зайти ниже вращательного рисунка царапин, созданного шлифовальной машиной на этапе зачистки. Если этот рисунок не будет полностью удален, при попытке создания более тонкой отделки могут появиться более глубокие линии шлифовки. Абразив для достижения этого этапа, финишной обработки № 3, представляет собой обычную абразивную ленту с зернистостью 100 или 120 в размере, необходимом для данной детали.
Для работ, требующих отделки № 4 - № 8, обычно глубина, рисунок и направление царапин должны быть равномерными по всей поверхности изделия. Для достижения такой отделки обычно используется абразив с таким же линейным рисунком царапин, как и у абразива, использованного на предыдущем этапе, начиная с шлифовальной ленты или круга средней зернистости.
Если равномерный направленный рисунок царапин не является требованием к конечному продукту, то после снятия сварного шва с этой задачей может справиться вращающийся инструмент. В этом случае есть два абразивных материала на выбор – унифицированный абразивный круг премиум-класса или нетканый диск для обработки поверхности. Диски для зачистки поверхности соответствуют контурам и позволяют использовать более низкую скорость при более тонкой чистовой обработке.
Контролируемое использование диска под углом 10-15 градусов предотвращает появление случайных царапин. Диск с грубой зернистостью обеспечивает возможность сглаживания, подготавливая поверхность к полировке или нанесению покрытия, например, краски.
Может быть выгодно перейти на нетканые абразивные изделия как можно раньше в процессе обработки. Например, удаление заусенцев, выравнивание и отделка могут быть выполнены с помощью одного нетканого изделия, что позволяет сократить количество отдельных этапов. Нетканый продукт также обеспечивает контролируемую, устойчивую отделку. Нетканый материал также обеспечивает более холодное воздействие, сводя к минимуму вероятность коробления или обесцвечивания. Наконец, он работает тише и меньше вибрирует.
Соблюдение нескольких правил безопасности и общих советов по повышению производительности может помочь улучшить результаты:
Подготовка. Изучите все правила техники безопасности, установленные вашим работодателем, правительственными агентствами или другим органом:
Монтаж абразивного диска. Устанавливайте диск в соответствии с инструкциями производителя. При использовании диска с отверстиями не вставляйте в отверстия никаких предметов.
Использование абразивного диска. Пользоваться абразивным диском несложно, но эффективное его использование - это вопрос понимания, что можно делать, а что нет:
После шлифования, не кладите инструмент, пока диск не перестанет вращаться. Не храните инструмент в таком положении, при котором он опирается на диск и накладку.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Различные способы лазерной сварки и их преимущества » и «Бизнес идея: Как заработать на сварке в гараже + идеи проектов [Часть 1]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...


![Микрообработка: новая эра прецизионного производства [Часть 1]](https://www.stankoff.ru/files/blog/v4osXYoIxklCgUAQSEHRaiJATXm7xJqVjFEbHxcp.jpg)


 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!