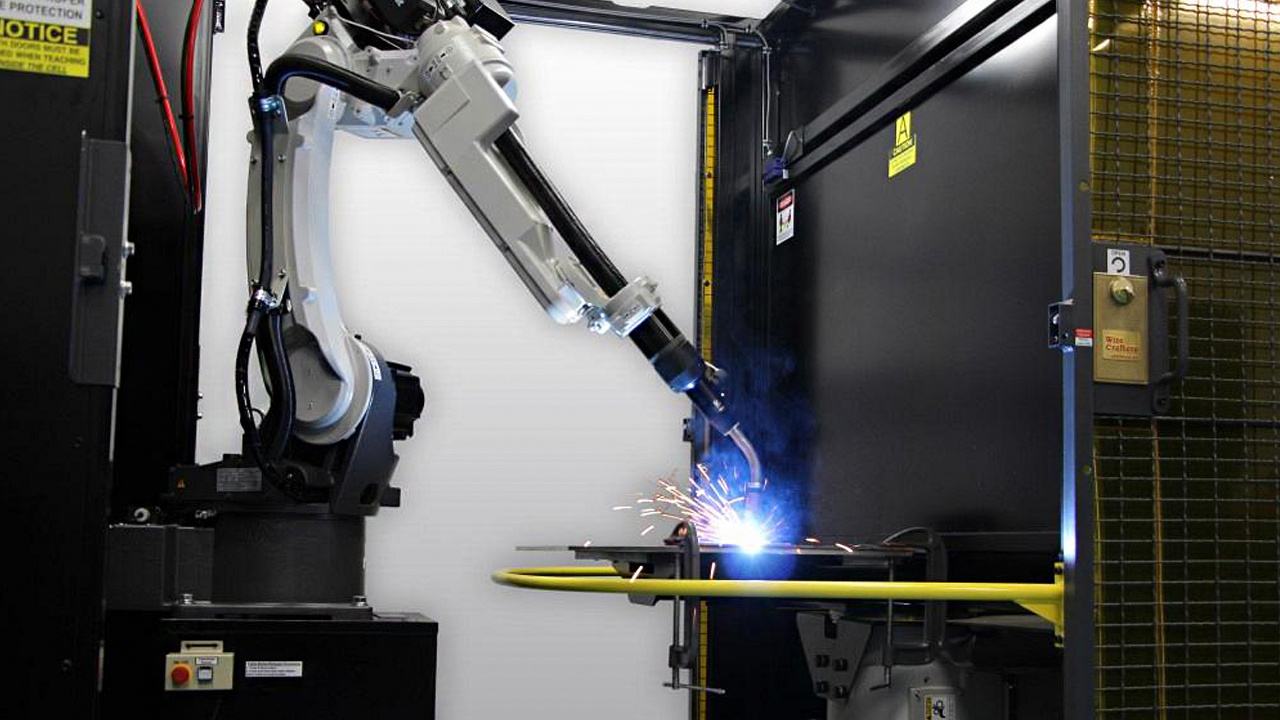
Перерасход средств при сварочных работах на производстве может возникнуть по разным причинам. Будь то полуавтоматическая или роботизированная сварочная установка, распространенными причинами ненужных затрат являются незапланированные простои и потери рабочей силы, перерасход расходных материалов, ремонт и доработка, а также низкая квалификация операторов.
Многие из этих факторов связаны между собой и влияют друг на друга. Например, недостаточная подготовка оператора может привести к увеличению количества дефектов сварки, требующих доработки и ремонта. Ремонт не только стоит денег за счет дополнительных материалов, но и требует больше труда для выполнения работ и дополнительных испытаний сварных швов.
Восемь советов представленных в данной статье помогут вам оптимизировать расход материалов, затраты на оборудование и повысить производительность операторов при полуавтоматической и роботизированной сварке.
Расходные материалы, включая сопло, диффузор и контактные наконечники, могут составлять значительную часть стоимости производственных операций. Некоторые операторы могут менять контактный наконечник после каждой смены просто по привычке, независимо от того, необходимо это или нет. Но слишком ранняя замена расходных материалов может привести к потере сотен, если не тысяч долларов в год. Это не только сокращает срок службы, но и увеличивает время простоя оператора из-за ненужных переключений.
Надлежащее обучение оператора относительно срока службы расходных материалов и замены может помочь предотвратить ненужную замену, экономя время и деньги. Знание того, как долго должен прослужить расходный материал, дает сварщикам гораздо лучшее представление о том, когда им действительно нужно его заменить.
Чтобы избежать преждевременной замены расходных материалов, некоторые компании принимают меры по контролю их использования. Хранение расходных материалов рядом со сварочными аппаратами, например, помогает сократить время простоя, возникающее при поездках на центральный склад деталей и обратно.
Кроме того, ограничение инвентаря, доступного сварщикам, предотвращает расточительное использование. Это позволяет тому, кто пополняет эти контейнеры для деталей, иметь гораздо лучшее представление об использовании расходных материалов в цеху.
Правильная длина кабеля полуавтоматического пистолета для дуговой сварки в защитных газах повышает эффективность работы оператора и оптимизирует производительность оборудования.
Если это небольшая камера, где все находится близко к месту работы сварщика, то кабель пистолета длиной 8 метров, лежащий на полу, может вызвать проблемы с подачей проволоки и даже падение напряжения на наконечнике, а также создать опасность спотыкания. И наоборот, если кабель слишком короткий, сварщику придется тянуть за пистолет, создавая нагрузку на кабель и его соединение с пистолетом.
Хотя это заманчиво купить самые дешевые контактные наконечники, сопла и газовые диффузоры, они, как правило, не служат так долго, как высококачественные продукты, и требуют больше трудозатрат и времени простоя из-за более частой замены. Предприятия не должны бояться тестировать различные продукты и проводить задокументированные испытания, чтобы находить лучшие варианты.
Когда предприятие находит лучшие расходные материалы, оно может сэкономить время на управлении запасами, используя одни и те же расходные материалы для всех сварочных операций на объекте. С некоторыми расходными платформами полуавтоматические и роботизированные сварочные модули могут использовать одни и те же контактные наконечники, что помогает упростить инвентаризацию и уменьшить путаницу оператора в отношении того, какие из них следует использовать.
Время простоя должно быть запланировано для проведения профилактического обслуживания, возможно, ежедневно или еженедельно. Это поможет поддерживать бесперебойную работу производственной линии и сократит время и расходы на незапланированное обслуживание.
Вместо того, чтобы обходиться устаревшими источниками сварочного тока, предприятия могут инвестировать в новые машины с усовершенствованными технологиями. Скорее всего, они будут более производительными, нуждаться в меньшем обслуживании и к ним будет легче найти запчасти, что в конечном итоге окажется более экономичным.
Например, импульсная форма сварочной волны обеспечивает более стабильную дугу и создает меньше брызг, что сокращает время, затрачиваемое на очистку. Новые технологии не ограничиваются источниками энергии. Современные расходные материалы предлагают технологии, которые помогают увеличить срок службы и сократить время переналадки. Роботизированные сварочные системы также могут использовать сенсорное распознавание для определения местоположения детали.
Защитный газ - часто упускаемый из виду фактор при сварке. Новые технологии позволили решить проблемы с подачей газа, поэтому меньший расход газа - от 35 до 40 кубических футов в час (CFH) - может обеспечить такое же качество, которое раньше требовало расхода газа 60-65 CFH. Снижение расхода защитного газа может привести к значительной экономии средств.
Кроме того, следует учесть, что тип защитного газа влияет на такие факторы, как разбрызгивание и время очистки. Например, 100% углекислый газ обеспечивает высокую проникающую способность, но при этом образуется больше брызг, чем при использовании смешанного газа. Рекомендуется тестировать различные защитные газы, чтобы определить, какой из них обеспечивает наилучшие результаты для конкретного применения.
Удержание сотрудников играет большую роль в экономии средств. Высокая текучесть кадров требует постоянного обучения сотрудников, что является пустой тратой времени и денег. Одним из способов привлечения и удержания квалифицированных работников является улучшение рабочей обстановки. Технологии изменились, как и ожидания людей от обстановки на работе, и компании должны адаптироваться.
Чистое помещение с контролируемой температурой и системами дымоудаления привлекает сотрудников. Привлекательные сварочные шлемы и перчатки, также могут быть стимулом. Также важно инвестировать в надлежащее обучение сотрудников, которое поможет новым сварщикам лучше понять процесс, чтобы они могли устранять проблемы. Инвестиции в сотрудников окупаются в долгосрочной перспективе.
При наличии должным образом обученных сварщиков, использующих правильное оборудование и расходные материалы для работы, а также производственных линиях, которые непрерывно загружаются с небольшими перерывами для доработки или замены расходных материалов, цеха могут поддерживать свои сварочные процессы в рабочем состоянии, сокращая ненужные затраты.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Основы лазерной резки — знания, которые вам пригодятся».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
![Совершенствование цикла резки-гибки при производстве металлоконструкций [Часть 1]](https://www.stankoff.ru/files/blog/cxdP68WtRwWsHv7V18RSPHHqMCBt5Cs8iA4n4gkz.jpg)
![Нужна нестандартная листогибочная оснастка? Напечатайте её на 3D-принтере! [Часть 2]](https://www.stankoff.ru/files/blog/9QAFNNeQxZNLT9Gl04RNwOxINMDcuBIC38j3k676.jpg)


 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!