Когда приходится сталкиваться с уникальной геометрией детали, для которой не существует стандартного режущего инструмента, рабочие иногда спаивают вместе куски карбидов, а затем вручную шлифуют деталь до нужной формы. В готовом виде эти специальные фрезерные, сверлильные и расточные инструменты часто выглядят как чудовище Франкенштейна.
Но, как подтвердит любой мастер, вы делаете все, что нужно, чтобы работа была сделана. Сделает ли 3D-печать инcтрументов эту практику устаревшей? Президент компании Rollomatic Inc. Эрик Шварценбах скептически относится к этому, и на то есть веские причины.
"Хотя возможность 3D-печати режущего инструмента целиком имела бы огромный потенциал для разработки новых изделий, долговечность, прочность и жесткость, необходимые для большинства операций обработки, недоступны из-за особенностей 3D-печатных материалов, по крайней мере, в настоящее время", - сказал он. "Кроме того, хороший отвод стружки является одним из наиболее важных аспектов обработки, и один из очень распространенных способов отказа - это когда материал заготовки забивается в канавке. Поскольку материал 3D-печати часто очень пористый, это может отрицательно повлиять на удаление стружки из зоны резания".
По словам Шварценбаха, на промышленных выставках он видел 3D-печатные инструменты для демонстраций, как обычных размеров, так и очень больших. Он также слышал о международных производителях инструментов, которые изготовили 3D-печатные фрезерные головки с облегченными корпусными адаптерами для очень специфических целей. Примером могут служить универсальные фрезы CoroMill 390 компании Sandvik Coromant, которые, как сообщается, обеспечивают повышение производительности до 200%. Другие производители инструментов следуют этому примеру.
Компания Kennametal недавно разработала легкий инструмент для расточки статора для производителей компонентов электромобилей. Компания Star Cutter добавила в свою линейку 3D-печатные моноблочные корпуса инструментов, а компания Mapal использует принтеры типа SLM (селективное лазерное плавление) для производства паяных поликристаллических алмазных инструментов для обработки соединений гидравлических шлангов.
Шлифование и другие субтрактивные методы изготовления твердосплавного режущего инструмента не дают той свободы дизайна, которая возможна при 3D-печати.
3D-печать обеспечивает большую свободу при проектировании режущих инструментов по сравнению с традиционными методами.
Еще одним членом этой группы является Ceratizit Group, штаб-квартира которой находится в Люксембурге, а американский офис - в Уоррене, штат Мичиган. Уве Шляйнкофер, руководитель отдела исследований и разработок Ceratizit Group, рассказал о недавней истории успеха клиента, когда производитель инструментов напечатал на 3D-принтере корпус многофланцевой сменной фрезы для чистовой обработки корпуса электродвигателя. Как и в случае с инструментом Kennametal для расточки статора, основной целью 3D-печати корпуса фрезы было снижение веса. Шляйнкофер добавил, что "цифровая точная настройка и контроль срока службы инструмента были полезными дополнениями, которые стали возможны благодаря 3D-печати".
Эти примеры 3D-печати твердосплавных режущих инструментов интересны и удовлетворяют определенные и необходимые потребности. Но это нишевые применения, которыми похоже аддитивное производство будет ограничено. Но так ли это?
Хотя подробностей мало, компания Ceratizit разработала аддитивный процесс, который не только позволяет достичь привычного качества продукции, произведенной методом прессования и механической обработки, но и позволяет компании лучше реагировать на требования клиентов. Шляйнкофер сказал: «Мы можем печатать на 3D-принтере полимеры, резину, сталь, специальную твердую керамику, тугоплавкие металлы и, да, цементированный карбид. Проблемы с которыми мы сталкиваемся это достижение желаемой точности, формы детали, качества поверхности и абсолютно плотного материала. Но это по-прежнему идеальное решение для небольших объемов и деталей со сложной геометрией».
Одним из недостатков 3D-печати является то, что инструменты выходят из рабочей камеры в "зеленом" состоянии и, как и все твердые сплавы, должны быть спечены в высокотемпературной печи перед заточкой на шлифовальном станке.
Но что, если бы производители могли исключить этот этап спекания и печатать твердосплавный режущий инструмент почти готовой формы? В конце концов, вольфрам - тугоплавкий металл который можно печатать на 3D-принтере. Может ли карбид вольфрама быть совсем другим?

Эта четырехфланцевая твердосплавная концевая фреза имеет переменную спираль, неравное расстояние между фланцами и чрезвычайную точность. Хотя 3D-печать может достичь сопоставимой геометрии фрезы, точность и качество обработки поверхности остаются недосягаемыми.
Возможно, нет. Маркус Вильмс является экспертом по материалам для технологий аддитивного производства на основе лазера в Fraunhofer ILT, одном из ведущих мировых центров контрактных исследований в области разработки и применения лазеров. Он объяснил, что мюнхенская фирма работает над проектом, финансируемым Федеральным министерством экономики и энергетики Германии. Его цель, производство 3D-печатных сменных вставок и сверл из карбида вольфрама-кобальта.
"Мы работаем вместе с экспертами по материалам из Института IWM, экспертами по инструментам из лаборатории станков и производственного инжиниринга Университета RWTH Aachen, а также с довольно крупным консорциумом поставщиков металлических порошков, производителей станков LPBF (лазерного порошкового наплавления) и других промышленных партнеров", - сказал Вильмс. "Технология еще не является коммерческой, но мы надеемся приблизиться к этому статусу к концу проекта в 2023 году".
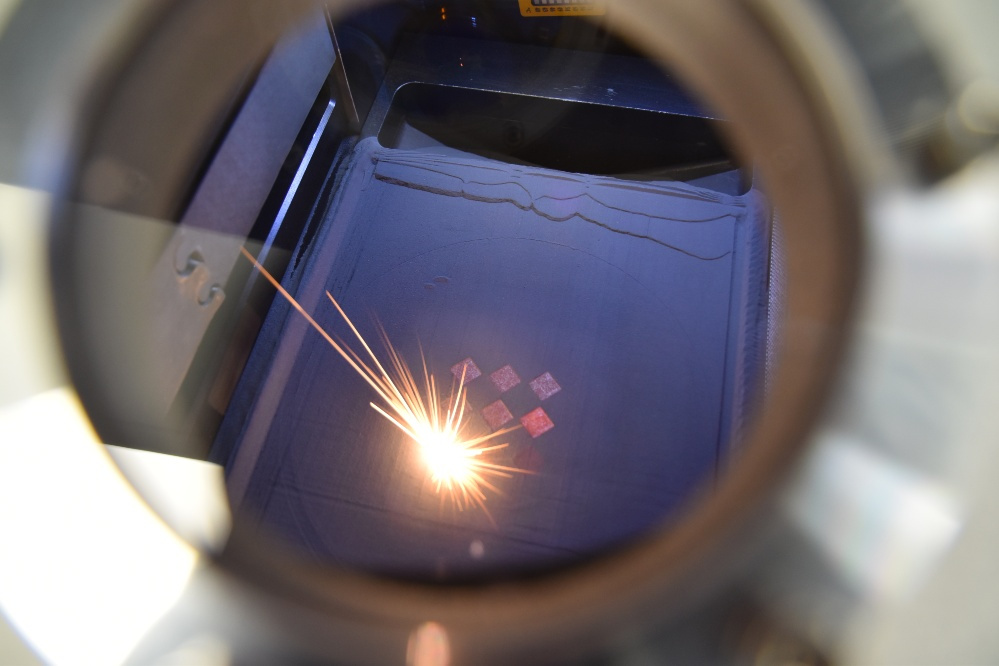
Интерьер принтера LPBF в центре Фраунгофера в Германии, где исследователи экспериментировали с температурой слоя порошка до 900 градусов C. Это в два раза выше, чем в коммерческих принтерах.
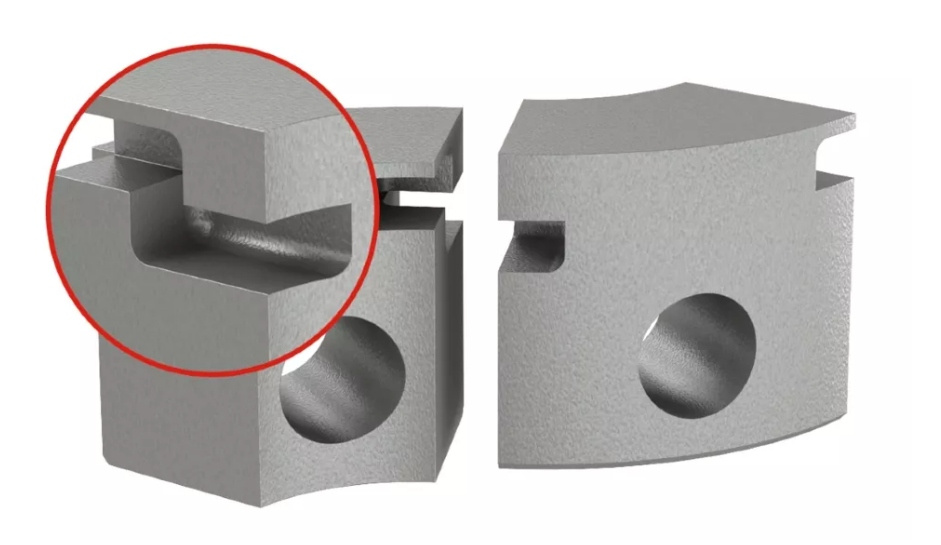
По словам Уильмса, в промышленности существует здоровый спрос на 3D-печатные режущие инструменты, изготовленные из из карбида вольфрама-кобальта. Помимо устранения значительных объемов субтрактивного производства (например, шлифования), связанного с традиционными процессами, 3D-печать дает возможность изготавливать инструменты почти идеальной формы.
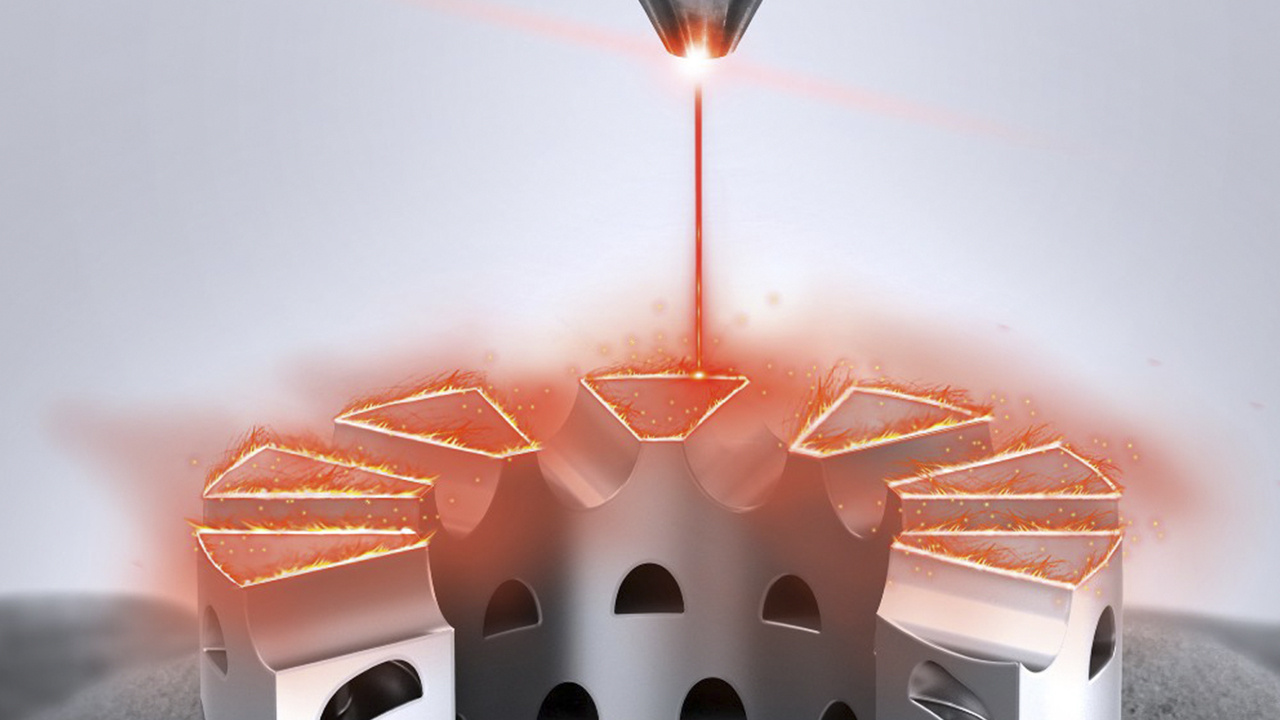
Кроме того, LPBF может производить интегрированные, специфические для конкретного применения каналы охлаждения, что должно увеличить срок службы этих изделий. Но поскольку карбид вольфрама-кобальта является композитным материалом с чрезвычайно высоким содержанием вольфрама, его сложно спекать лазером.
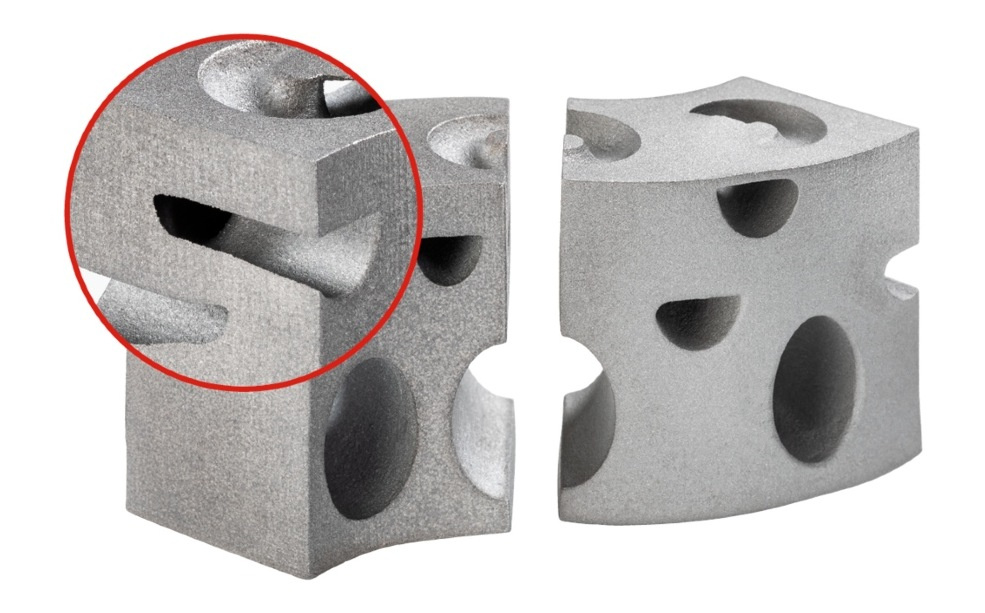
Решение заключается в радикальной корректировке параметров печати. Если печать твердых материалов с помощью LPBF обычно предполагает определенный уровень предварительного нагрева основы, то Уильмс и его команда экспериментировали с температурами до 900 градусов C, что почти в два раза выше, чем в коммерческих принтерах ЛПБФ. Однако такие температуры привели к аномальному росту зерна вольфрама-кобальта и другим неблагоприятным эффектам в микроструктуре материала. С другой стороны, более низкие температуры предварительного нагрева приводили к образованию дефектов, таких как растрескивание или отсутствие плавления.
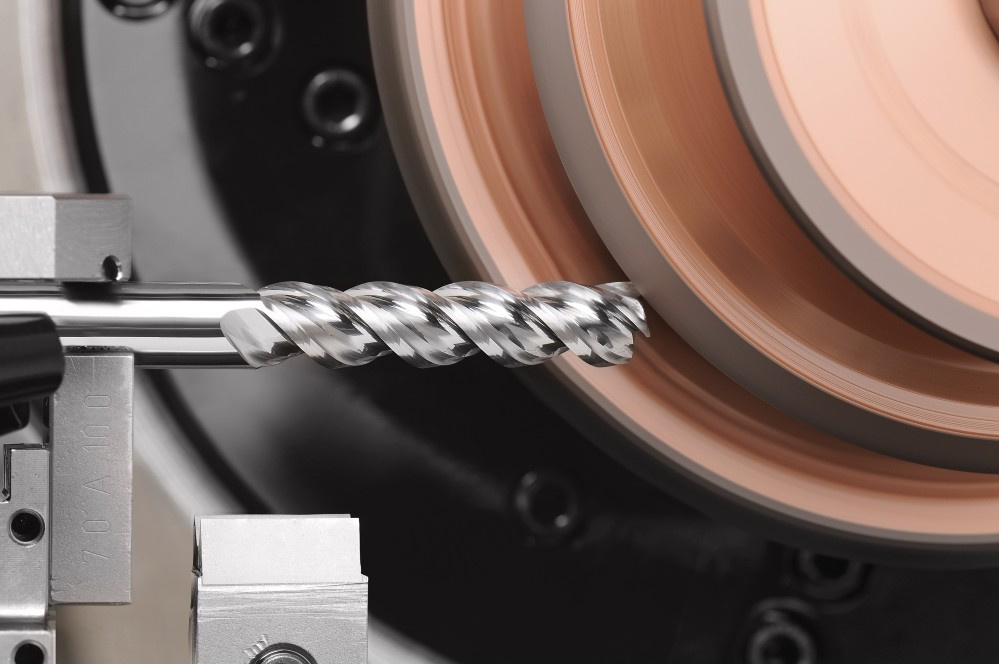
Для шлифования этого длиннофланцевого твердосплавного инструмента использовался шлифовальный станок с комплектом из нескольких колес. Направляющая хвостовика и программируемый упор обеспечивают практически нулевое TIR (полное индикаторное биение) и точность, которой не может достичь 3D-печать.
Решением проблемы стал метод "золотой середины". "Мы разработали идею использования устройства ближнего инфракрасного излучения для нагрева слоя порошка сверху в сочетании с обычным устройством для нагрева опорной плиты", - объяснил Уильмс. "Это позволяет нам уменьшить общее количество тепла, поступающего в печатную деталь в процессе изготовления, и, как мы надеемся, уменьшит рост зерна вольфрама-кобальта".
"Пока рано говорить о том, достигнет ли деталь напечатанная на 3D-принтере из вольфрама-кобальта механических свойств своего традиционно изготовленного аналога", - добавил он, - "хотя достижение этого, безусловно, приведет к коммерческому использованию".
Затем технология может быть перенесена на другие сложные материалы, такие как высокопрочные сплавы на основе никеля, тугоплавкие металлы и интерметаллиды - тип металлического сплава с кристаллографической структурой, обеспечивающей превосходные механические свойства при повышенных температурах.
Вспомогательный нагрев слоя металлического порошка крайне важен при 3D-печати твердосплавных инструментов.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «10 способов удаления заусенцев на металле» и «Полное руководство по концевым фрезам - типы и применение».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
![Металлообработка как хобби, с чего начать? [Часть 1]](http://www.stankoff.ru/files/blog/HaB6Nco8goLrtnt5ihMS2z4BJgbdg1WnBorCf2nJ.jpg)





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!