
Рисунок 1. Высокоскоростной волоконный лазер мощностью 10 кВт с системой автоматизации погрузочно-разгрузочных работ.
В условиях растущего, но конкурентного рынка компании стремятся делать больше при меньших затратах - то есть увеличивать производительность при меньших трудозатратах, меньшей площади и меньших накладных расходах.
Компания Kinney Manufacturing, расположенная в черте города Линкольн, штат Небраска, является контрактным производителем с широкими возможностями в области проектирования, изготовления, отделки, механической обработки и сварки. Компания инвестирует в мощные волоконные лазеры и автоматизированные решения для повышения производительности, эффективности и прибыльности.
Сегодня такие компании, как Kinney Manufacturing, используют мощные оптоволоконные лазеры и автоматизацию обработки материалов для создания выигрышной комбинации. Компания использует систему волоконной лазерной резки мощностью 10 кВт с полностью автоматизированной системой обработки материалов и автоматизированной системой сортировки деталей (см. рис. 1), а также роботизированные гибочные ячейки и роботизированные сварочные системы для своих автоматизированных процессов. При оценке новых лазерных технологий есть два ключевых фактора, которые, находят отклик у большинства людей: 1) обработка большего количества материала на станках за более короткий период времени и 2) возможность сделать это на той же площади, что и старое оборудование. Например, убрав менее мощный углекислотный CO2 лазер и заменив его высокомощным волоконным лазером, производители смогут решить обе задачи, создав план повышения эффективности, который окупится.
Следующий важнейший вопрос - как доставить детали, вырезанные более мощным лазером, к следующему процессу так же быстро, как они могут быть вырезаны сейчас. При автоматизированной сортировке детали укладываются в штабель так же быстро, как волоконный лазер мощностью 10 кВт режет детали. Оптоволоконный лазер мощностью 10 кВт может производить в 5 раз больше деталей в единицу времени по сравнению с СО2-лазером мощностью 6 кВт, а также резать более толстые детали. Система сортировки с двумя сортировочными головками способна выгружать детали в штабели, которые можно сразу же перемещать на следующий последующий процесс, с минимальным объемом работ в процессе хранения и без задержек, связанных с ручной сортировкой.
Как производственные компании добиваются всего этого? Рэнди Кинни, президент компании Kinney Manufacturing, отмечает, что "98% всех деталей, обрабатываемых на нашем лазере, сортируются. Общие сборочные детали или гибочные детали со схожими параметрами легко сортируются вместе, что упрощает их совместную обработку на следующей операции".
Операторы могут делать больше с меньшими затратами при правильном решении по автоматизации. Кинни говорит: "Если объединить систему загрузки и выгрузки материала с возможностью индивидуального подбора деталей, то получится комбинация с непревзойденными преимуществами. Теперь один человек может загружать материал, проверять программы и последовательность резки, проверять качество и перемещать детали на следующую операцию. В условиях нехватки квалифицированной рабочей силы это выигрышная система. Для оператора создается атмосфера роста, а для компании это позволяет управлять затратами на рабочую силу".
Кинни отмечает: "Автоматизация позволила нам передать экономию нашим клиентам, а также реинвестировать средства в дополнительные автоматизированные решения. Благодаря автоматизированным технологиям погрузки, резки, сортировки, штабелирования и роботизированной гибки у нас есть очень гибкие системы, которые могут работать в нерабочие смены и с минимальным контролем".

 146
146
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.
 1
1
Оптоволоконный лазер для резки труб XTC-T220/2000 Raycus
Диаметр труб 220 мм. Длина труб 6000 мм. Мощность лазера 2000 Вт. Лазерный источник Raycus.
 37
37
Лазерный источник 1500 Вт Raycus. Лазерный источник Raycus.
В соответствии с принципом бережливого мышления, к деталям нужно прикасаться как можно реже, а в идеале - только тогда, когда это связано с добавленной стоимостью. При ручной сортировке деталей добавленная стоимость отсутствует. После того, как система укладывает листы с разрезами, вам обычно требуется около четырех ручных сортировщиков, перемещающих детали и материалы.
С помощью автоматизации сортировки деталей вы можете в режиме реального времени выполнять сортировку и укладку деталей на следующую последующую операцию, или на аналогичные детали, требующие одинаковых настроек листогибочной оснастки или общей сборки (см. рис. 2). Перемещение на следующую операцию в виде групп или однотипных деталей может быть осуществлено сразу же после завершения штабелирования отсортированных обрезанных деталей.
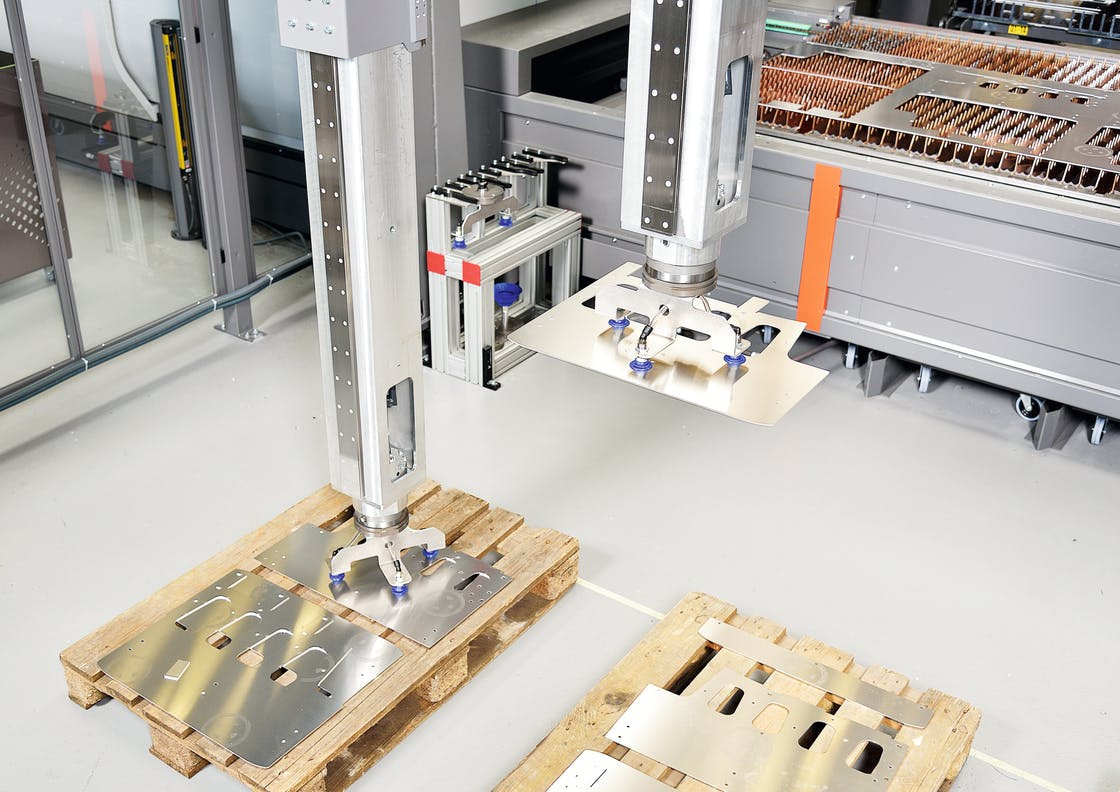
Рисунок 2. Вид крупным планом, показывающий сортировку и укладку деталей.
Правильное программирование и программное обеспечение будет способствовать повышению эффективности оборудования. Быстро и легко создаваемые планы раскроя помогают контролировать производственный процесс. Возможность хранения информации о сортировке на уровне деталей является ключевым фактором. Динамическое раскрой - лучший способ раскроя при одновременном сокращении объема незавершенного производства (WIP) в цехе. После создания программ они легко планируются в системе управления и контролируются по мере их выполнения.
Благодаря эффективности сортировки и перемещения деталей к следующему процессу, производители могут найти преимущества в сочетании автоматизированной гибки со стандартной гибкой. Поскольку однотипные детали уже отсортированы вместе, они могут максимально оптимизировать настройки листогибочной оснастки.
Общие детали могут поступать на роботизированные гибочные ячейки, а ряд деталей - на стандартные листогибочные прессы - таким образом, операторы могут обслуживать или контролировать несколько машин одновременно. Если стандартный листогибочный пресс находится между двумя роботизированными гибочными камерами, один оператор может управлять несколькими камерами в течение смены. Быстрое время переналадки обоих типов гибочных операций позволяет поддерживать непрерывность процесса в течение всей смены.
Программное обеспечение для гибки делает этот процесс быстрым и простым, как и в операциях резки. Детали программируются в автономном режиме, создаются эффективные настроечные листы и определяются инструменты для операторов. Кинни добавляет: "Это позволяет нам использовать имеющуюся рабочую силу в полной мере. При таком бережливом подходе к делу вполне реальными становятся партии от 50 до 100 деталей. Средняя настройка инструмента составляет 3-5 минут, а на роботизированных гибочных станках - 5-6 настроек в смену".
Кинни всегда ищет инновации, которые расширяют возможности производства. Например, он отмечает, что технология радиочастотной идентификации (RFID) позволяет в режиме реального времени отслеживать перемещение деталей по цеху, чтобы минимизировать перемещение деталей и максимизировать их перемещение к следующему процессу. Информация RFID затем будет использоваться для создания тепловых карт для автоматизированных управляемых транспортных средств (AGV) в цехе.
Транспортировка внутри цеха - еще одна статья расходов, не связанных с добавленной стоимостью, которую можно автоматизировать с помощью AGV. Эта технология позволяет легко и целенаправленно перемещать детали по цеху, что повышает эффективность движения материалов и экономит площадь.
Компании могут найти способы сокращения времени или процессов, не добавляющих стоимости, путем анализа каждого этапа производственного процесса. Общий взгляд позволяет увидеть тот же процесс в общей картине. Каждый производитель может адаптировать процессы, чтобы создать очень бережливый процесс с как можно меньшим количеством не добавляющих ценности шагов в целом. Поступая таким образом, вы можете получить максимальную отдачу от каждой операции, используя меньше площади, с меньшими трудозатратами и меньшим количеством WIP. Все это позволит гораздо быстрее окупить вложенные средства и даст возможность реинвестировать в будущее.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Как продлить срок службы оптоволоконного лазерного станка?» и «Основы лазерной резки — знания, которые вам пригодятся».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Размер рабочей области: 1500x6000 мм. Мощность лазера: 12 000 Вт. Лазерный источник Raycus.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
![Полное руководство по 3D-печати [часть 1]](https://www.stankoff.ru/files/blog/kmLHVaHPnQPK0fBfUxkIZ6pGH9JyIXqAbUHKR3ru.jpg)





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!