
Брент Доннер может рассказать много историй, связанных с обслуживанием лазерных CO2 станков: грязная оптика, сгоревшие трубки резонатора, забитые фильтры, грязь на прокладках над режущей головкой - все это он видел. Неудивительно, что такие станки уже не режут так, как раньше.
Оптоволоконные лазеры доминируют в продажах среди новых станков лазерной резки, и с точки зрения технического обслуживания на это есть веская причина. Волоконные лазеры не являются необслуживаемыми. В них все еще есть чиллеры и система охлаждения, а защитные стекла, которые защищают оптику режущей головки, все еще нужно чистить или заменять. Но в целом у оптоволоконного лазера меньше подвижных частей, чем у его старшего собрата CO2 лазера.
Тем не менее, десятки тысяч станков для лазерной резки CO2 остаются в производственных цехах во всем мире. В собственной мастерской Доннера, расположенной в Нью-Ульме, штат Миннесота, есть CO2-лазер, который режет чрезвычайно толстые листы - 3,80 см (это не опечатка) и даже толще. Края получаются чистыми и гладкими, зачистка не требуется.
Посетите его мастерскую, и вы увидите станки, которые не выглядят на свой возраст. Его секрет заключается в тщательном, но не слишком сложном уходе. Луч света в сочетании со столбом вспомогательного газа - это режущий инструмент лазера. Грязный режущий инструмент режет плохо, как и луч, проходящий через мусор и грязь (см. рис. 1).
Примечание: данная статья является переводом.

Рисунок 1. Эта оптика, каждая от разных производителей, знала лучшие времена.
Сюда входит грязь на пути луча между резонатором и заготовкой, в сильфонах (которые в мастерской Доннера продуваются газом из генератора азота, а не баллонами с жидким азотом), а также на пути воды из чиллера.
Все сводится к простой концепции: Поддерживайте чистоту внутри и снаружи. "Вы просто должны обращать внимание на детали" - говорит Доннер.
Наряду с DLC Manufacturing & Fabrication у Доннера есть еще один бизнес под названием Donner Laser Consulting, в рамках которого он путешествует по стране, возвращая к жизни лазерные станки, иногда в состоянии лучше, чем они были новыми.
Для начала Доннер обсуждает с оператором лазера режим замены и очистки линз. Продувает ли он полость режущей головки, прежде чем установить ее обратно в станок? На некоторых станках сбоку есть сопло для продувки, как раз для этой цели. Если такого сопла нет, оператор может найти неиспользуемое отверстие и установить его.
"Я использую маленький фильтр, чтобы гарантировать, что загрязнения не попадут в головку из сопла нагнетательного вентилятора", - говорит Доннер (см. рис. 2). "Я беру его с собой везде, где бываю.

Рисунок 2. После очистки или замены линзы Доннер использует продувочный пистолет с прикрепленным маленьким фильтром, чтобы продуть полость режущей головки.
Затем Доннер вытаскивает режущую головку и проверяет несколько прокладок непосредственно над головкой в сборе. Часто эти прокладки никогда не протирались, но это необходимо сделать.
"На всех предприятиях, которые я посетил за эти годы, - говорит Доннер, - никто не знал, что там есть эти прокладки".
Эти прокладки могут быть источником множества проблем при резке. Оператор может проделать отличную работу по очистке линзы, но не продуть полость головки перед установкой режущей головки. В результате грязь попадает в систему и на эти прокладки. Когда головка соприкасается с грязными прокладками, они сбрасывают частицы грязи на только что очищенную режущую линзу. Оператор плотно фиксирует режущую головку, и машина включает продувочный газ азота, который, в свою очередь, втягивает грязь обратно в сильфон - не очень хорошая вещь, если вы хотите сохранить оптику доставки луча чистой.
Затем Доннер посветил фонариком внутрь системы доставки луча CO 2 лазера. Прокладки могут быть грязными, а сильфоны забиты грязью и мусором также, в самих сильфонах могут быть отверстия, а зеркала на пути доставки луча могут быть повреждены (см. рис. 3). "Часто, если не заменить сильфон и оптику, включая режущие линзы и зеркала, вы просто будете продолжать разрушать оптику", - говорит Доннер.

Рисунок 3. Грязь и мусор могут попасть через отверстия в сильфоне машины, и показанная здесь клейкая лента не предотвратит загрязнение.
Он добавил, что если оптика не повреждена, на ней может быть пленка. Это происходит из-за жидкого азота, используемого для продувки сильфона, поэтому Доннер рекомендует очищать оптику доставки каждые три месяца (см. рис. 4). (Примечание редактора: речь идет об оптике доставки, а не об оптике окончательной фокусировки в режущей головке, которая, должна проверяться и очищаться более регулярно).

Рисунок 4. Пленка на этой оптике показывает, почему оптику следует очищать каждые три месяца.
После этого переходим к резонатору CO2-лазера и кварцевым трубкам (см. рис. 5). Если они не прозрачны, значит, существует проблема, которая, вероятно, лишает лазер мощности. Загрязненные кварцевые трубки могут выглядеть черными или белыми, в зависимости от резонатора. В крайних случаях кусочки кварца могут отколоться и застрять внутри трубки.
"Часто это означает, что оператор не поменял баллоны с газом во время - говорит Доннер.

Рис. 5 Этот монтажный блок кварцевой трубки имеет белое покрытие, что свидетельствует о серьезном загрязнении. Кусок кварца даже откололся.
Это возвращается к простому следованию инструкции, которая прилагается к лазерной установке CO2". Когда давление углекислого газа, гелия и азота в баллонах падает ниже определенного уровня, указанного производителем станка, например, 500 PSI для азота и гелия и 300 PSI для углекислого газа, необходимо заменить баллон". Доннер рекомендует магазинам обращаться к руководствам по эксплуатации машин, чтобы узнать точные требования к давлению.
"Если вы позволите давлению в баллонах опуститься, скажем, до 50 PSI, вы уже повредили резонатор", - говорит Доннер. "При давлении ниже 500 PSI [или ином, указанном производителем машины] примеси из газовых баллонов попадают в резонатор. Вот почему я рекомендую магазинам покупать сигнализаторы для своих газовых баллонов для лазерной резки. При давлении в баллонах ниже определенного они начинают пищать, это предупредит вас о своевременной замене баллона. Это поможет защитить ваши инвестиции".
Доннер рекомендует проверить на герметичность все линии между лазерным газом и резонатором, просто подав давление в линии и распылив на них мыльный раствор. "У меня есть станок, который использует второй баллон CO2 за девять лет. Мои азотные баллоны служат мне три-четыре месяца, а гелиевые - один-два месяца", - сказал он. "Все проверено на герметичность. У меня нет утечек в линиях". В своей мастерской Доннер использует продувочные клапаны на линиях перед регулятором.
После кварцевых трубок Доннер также осматривает выходной соединитель резонатора, проверяя его на наличие помутнений, грязи и мусора. Затем он проводит ту же процедуру проверки оптики доставки луча до самой режущей головки.
Затем он использует силовую шайбу для проверки потери мощности. Если оптика резонатора повреждена, вся доступная мощность почти наверняка не дойдет до режущей головки, независимо от того, насколько чиста оптика доставки луча, и наоборот: резонатор правильной формы не направит всю свою мощность на заготовку, если оптика доставки загрязнена.
"Проверка мощности очень важна", - добавил Доннер. "Если экран на пульте управления показывает, что у вас есть определенная мощность резонатора, это не значит, что у вас действительно есть эта мощность".
При оптимальном состоянии оптики доставки луча у типичных CO2-лазеров потери мощности между резонатором и режущей головкой должны составлять не более 400 Вт. Однако с неоптимальной оптикой потери гораздо больше, потому что она поглощает (вместо того, чтобы отражать) больше мощности, чем должна.
Доннер повторил, что ему никогда не приходилось тщательно проверять компонент доставки луча на своем собственном CO2-лазере в течение девяти лет. Его секрет? "Я держу свою установку в чистоте", - сказал он. "Например, кварцевые трубки на моей установке сейчас такие же чистые, как и девять лет назад", - сказал Доннер, добавив, что постоянный контроль температуры имеет к этому большое отношение. Некоторые мощные лазеры (6-киловаттный CO2-лазер и выше) имеют температурные мониторы на оптике. Любое значительное изменение температуры указывает на внутреннее повреждение.
"Если вы будете содержать свой станок в чистоте, - говорит Доннер, - вам не нужно будет делать очень много вещей".
Другими словами, хорошее профилактическое обслуживание сводит к минимуму экстренное обслуживание.
Вода в системе охлаждения должна быть чистой и содержать необходимое количество химических веществ. В противном случае грязь, мусор и коррозия могут накапливаться на компонентах, охлаждение которых зависит от этой воды (см. рис. 6).

Рисунок 6. Коррозия является признаком того, что вода в чиллере не была должным образом отфильтрована, промыта или поддерживалась в правильном соотношении воды и химикатов.
Например, рассмотрим охлаждающую воду, проходящую через заряженные катоды CO2-лазера. Если вода не настолько чистая, как должна быть, эти катоды будут загрязнены (см. рис. 7).

Рисунок 7. Грязная вода в системе охлаждения может загрязнять катоды. Если вода в системе охлаждения очищается должным образом, катод должен оставаться чистым, как показано в верхней части на нижней фотографии.
Основное обслуживание системы охлаждения включает промывку воды каждый год и замену фильтра чиллера каждые шесть месяцев (см. рис. 8 и 9). Кроме того, убедитесь, что воздушное охлаждение чиллера работает правильно и что крышки закрыты. В противном случае мусор из воздуха может попасть в систему.

Рисунок 8. Накипь была собрана из резервуара для воды.
Если, скажем, в цехе жарко и влажно, и часть воды из чиллера испаряется, никогда не заливайте в систему больше воды, не долив нужное количество химикатов. "Если вы это сделаете, вы разбавите смесь химиката и воды в системе, - говорит Доннер. Микробы начнут расти, вода в чиллере и фильтре станет зеленой". Доннер рекомендует операторам использовать комплекты, которые можно приобрести у производителей лазерных станков и которые помогут пополнить воду в чиллере нужным количеством химиката.
Проблемы также могут возникнуть из-за неправильной смены воды, и цвет воды в баке чиллера может быть показателем этого. Красная вода появляется из-за неправильного применения антимикробных средств.
Доннер рекомендует нанести средство, прогнать его в течение часа или двух, а затем слить воду. Далее следует критическая часть: "Я рекомендую заполнять и промывать систему водой не менее пяти или шести раз", - говорит он. "Если этого не сделать, следы этого средства начнут разъедать компоненты внутри машины".
Только после этого вы доливаете в чиллер деионизированную воду, проверяете ее с помощью кондуктометра, чтобы убедиться, что проводимость воды равна нулю (проверка чистоты воды), а затем добавляете необходимые химикаты, предоставленные производителем лазерного станка.
"Как только химикаты попадают в чиллер, их нужно прогнать в течение часа, прежде чем отключать", - объясняет Доннер. "Вам нужно разбавить химикаты. Если вы просто бросите их в воду, у вас будет куча химикатов, которые просто опустятся на дно бака чиллера, потому что химикаты тяжелее воды".

Рисунок 9. Коричневые фильтры, как на рисунке сверху, делают воду в чиллере коричневой. Зеленый фильтр (внизу) - признак того, что не было соблюдено правильное соотношение химикатов и воды.
Доннер проверяет протекторные аноды, которые собирают грязь из охлаждающей воды. Эти аноды защищают другие компоненты резонатора. Если эти аноды не очищать, в систему может попасть грязная вода, которая может повредить радиочастотные трубки и аналогичные компоненты, замена которых может оказаться очень дорогостоящей.
"Необходимо проверять эти протекторные аноды, чтобы убедиться в их чистоте", - говорит Доннер. "Даже титановые протекторные аноды, которые должны служить весь срок службы машины, все равно собирают мусор, поэтому их все равно нужно чистить".
Наконец, Доннер проверяет сетки и дроссели на водопроводных линиях, которые фильтруют и контролируют воду, поступающую в оптические элементы, включая зеркала в системе доставки луча и фокусирующие элементы в режущей головке.
При осмотре определенных машин Доннер проверяет клапан Ланни над режущей головкой, затем ищет крошечный сетчатый фильтр из нержавеющей стали в самом клапане Ланни, а также дроссель, соединенный с клапаном. Затем он откручивает сетку, видит грязь и показывает ее оператору (см. рис. 10).
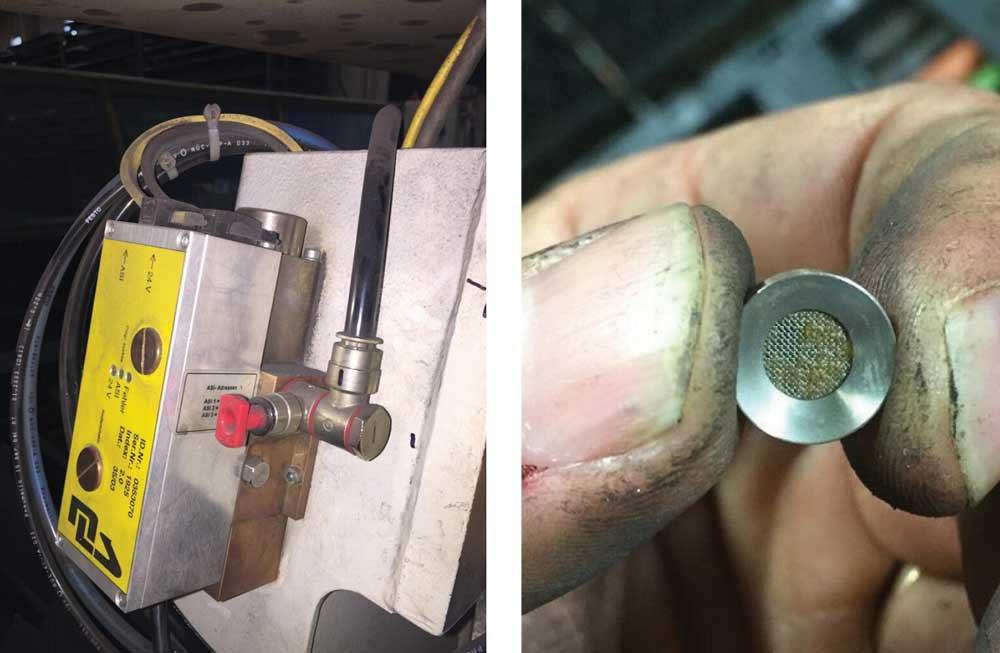
Рисунок 10. Маленькие вещи имеют значение. На некоторых машинах сетчатый фильтр (справа) можно найти в клапане Ланни (слева). Очистка этих фильтров может изменить мир к лучшему
"Никто из тех, с кем я работал, не знал о существовании этого фильтра", - сказал Доннер, добавив, что чистка или замена подобных фильтров может сэкономить предприятиям тысячи долларов на запасных частях. Он добавил, что частая очистка фильтров не решает более серьезной проблемы. Вода в чиллере должна быть чистой с самого начала.
Некоторые элементы машины в какой-то момент потребуют замены, независимо от того, насколько чиста охлаждающая вода. Обычные (не титановые) протекторные аноды - один из примеров. Но при тщательном обслуживании многие компоненты могут прослужить гораздо дольше ожидаемого срока службы.
Убедиться в том, что система изначально чистая - это действительно ключ ко всему. Если путь луча чист, замена линз происходит правильно, а вода в чиллере поддерживается в чистом и постоянном состоянии, то большинство компонентов лазера также должны оставаться чистыми.
Половина успеха заключается в том, чтобы знать, как поддерживать систему в чистоте и какие компоненты проверять во время профилактического обслуживания. Если во время следующего цикла ТО все будет так, как должно быть, вам нужно будет только осмотреть и почистить компоненты, а не тратить десятки тысяч долларов или больше на их замену.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Основы лазерной резки — знания, которые вам пригодятся» и «ТОП 10 советов и приемов для резки и гравировки на лазерном станке».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

Рабочий стол 1600х1000 мм. Мощность трубки 130 Вт. Ресурс 10 000 моточасов. Потребляемая мощность 2,5 кВт. Вес 550 кг
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...



![Микрообработка: новая эра прецизионного производства [Часть 2]](http://www.stankoff.ru/files/blog/xY8reHsxDqRk83V0OtCpLYXWxP40m12XHZa3Zghp.jpg)


 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!