
По мере постоянного расширения диапазона применения волоконных лазеров в области промышленной обработки растет спрос на оптоволоконные лазеры высокой мощности. При применении более мощных лазерных станков возникает ряд новых проблем, которые влияют на стабильность лазерной обработки, одной из таких проблем является эффект тепловой линзы. Если оптический элемент плохого качества, загрязнен или поврежден, то при длительном непрерывном облучении оптического элемента лазерным лучом происходит тепловая деформация, что приводит к изменению показателя преломления передающего оптического элемента и направления отражения отражающего оптического элемента.
Тепловой эффект линзы изменяет положение фокуса лазера и влияет на эффективность процесса.
Чем выше мощность и обработка высокоинверсного материала, тем быстрее происходит тепловое расширение оптического элемента, и тем более очевиден эффект тепловой линзы.
Когда создается эффект тепловой линзы, оптический элемент расширяется за счет тепла, способность фокусировки становится сильнее, размер фокусного пятна становится меньше, а фокусное расстояние и глубина фокуса становятся короче.
Возникновение этих явлений в конечном итоге приводит к нестабильности лазерной обработки и влияет на качество обработки.
1) Чернение алюминия:
Когда возникает эффект тепловой линзы, фокусное расстояние становится короче, плотность поверхностной энергии материала уменьшается, алюминий не может быть зачернен, а в серьезных случаях эффект черноты центра и края несовместим.
2) Глубокая резьба по металлу:
Для глубокой резки металлических скульптур, обычно используются полевые зеркала с коротким фокусным расстоянием (глубиной фокуса). При мощной глубокой резьбе из-за эффекта тепловой линзы плотность энергии быстро уменьшается, поэтому резка металла не является глубокой.

3) Листовая резка:
В соответствии с различными материалами, импульсные волоконные лазеры обычно используют один медленный или несколько быстрых методов резки.
Тепловое расширение и охлаждающее сжатие могут происходить за очень короткое время (< 1 с), поэтому металл на начальной позиции может быть прорезан, а в других позициях будет возникать не прорез.
1) Точечная сварка металлических листов:
Для точечной сварки металлического листа волоконным лазером высокой мощности, эффект тепловой линзы вызовет непостоянный размер паяного соединения, нестабильную сварку, а сила вытяжки будет недостаточной.
2) Непрерывная сварка металла:
Отражательная способность металла при сварке непрерывным лучом выше, чем при резке. При сварке на высокой мощности эффект тепловой линзы приведет к тому, что сварка будет с малой глубиной и не полной. При сварке алюминия и меди с высоким показателем отражения эффект тепловой линзы более очевиден.
1) Резка нержавеющей стали:
При резке нержавеющей стали эффект тепловой линзы приводит к несовместимости режущих поверхностей, увеличению количества шлака и даже к проблемам непрерывной резки.
2) Резка углеродистой стали:
При резке углеродистой стали эффект тепловой линзы вызывает большое количество шлака на дне и проблемы с непрерывной резкой.
1. Решение проблемы эффекта тепловой линзы, создаваемого линзами различных оптических элементов:
| Оптический элемент | Причины возникновения эффекта тепловой линзы | Решение эффекта тепловой линзы |
| Лазерная головка | Грязная или поврежденная линза или кристалл выходной головки | Осмотр и очистка перед установкой |
| Коллиматор (для CW-лазеров) | Плохое качество, загрязнение и повреждение коллиматорной линзы | Очистите коллиматорную линзу или замените коллиматор на линзу хорошего качества |
| Комбинированная линза | Плохое качество, загрязнения и повреждения комбинированной линзы | Выберите автономный красный лазер или замените линзу, совмещающую луч, на качественную |
| Полевая линза | Плохое качество, загрязнение и повреждение полевой линзы | Очистите полевую линзу или замените кварцевую полевую линзу |
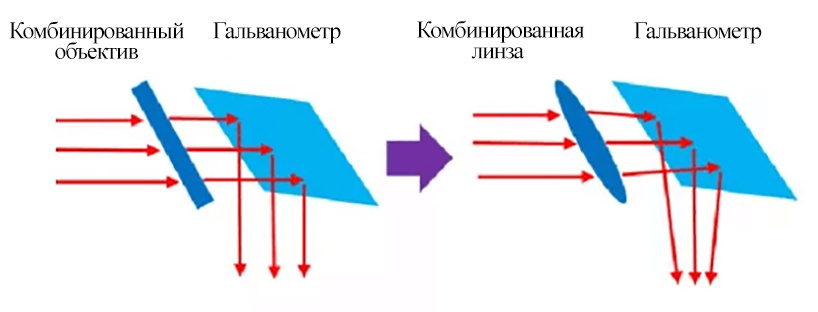
Сравнение красной фотосинтетической линзы и тепловой линзы
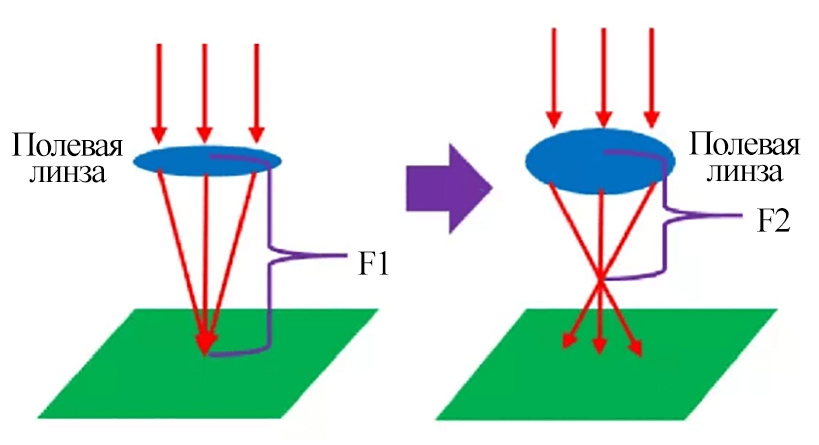
Сравнение полевых линз и тепловых линз
2. Решение проблемы эффекта тепловой линзы, вызванного различными линзами оптических элементов оборудования для обработки режущей головки/сварочной головки.
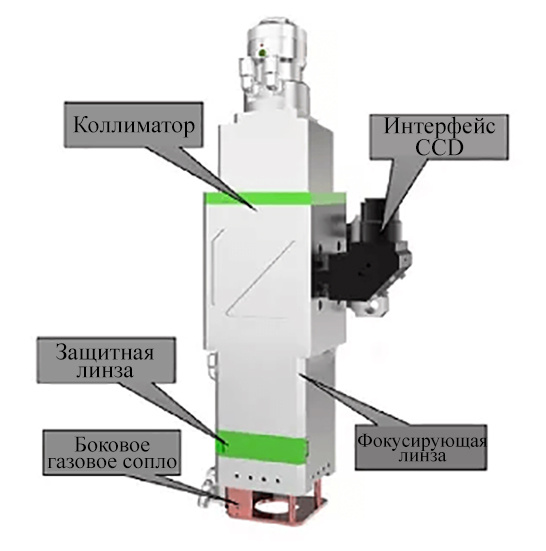
Лазерная сварочная головка
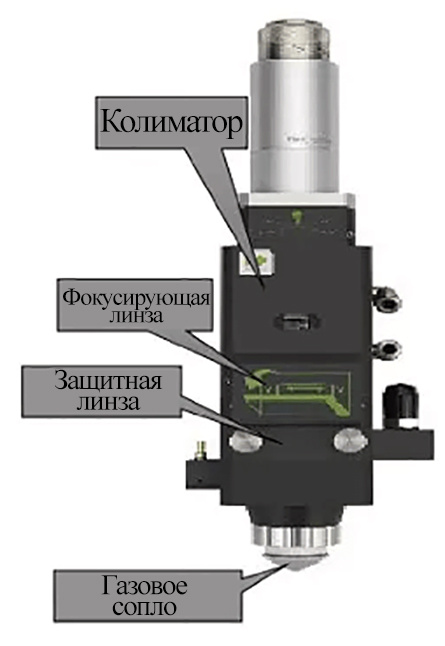
Головка для лазерной резки
| Оптический элемент | Причины возникновения проблемы | Решение эффекта тепловой линзы | |
| Выходная головка лазера | Грязная или поврежденная линза или кристалл выходной головки | Осмотр и очистка перед установкой | |
| Режущая головка / сварочная головка | Верхняя защитная линза | Плохое качество, загрязнение и повреждение объектива | Очистите линзу или замените её на качественную |
| Коллиматорная линза | |||
| Группа фокусирующих линз | |||
| Нижняя защитная линза | |||
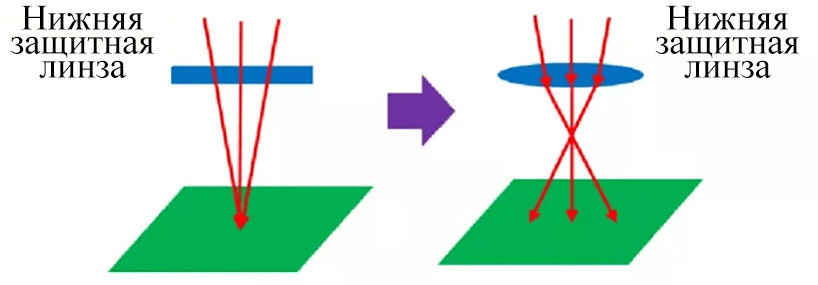
Сравнение передней и задней части нижней защитной линзы и тепловой линзы
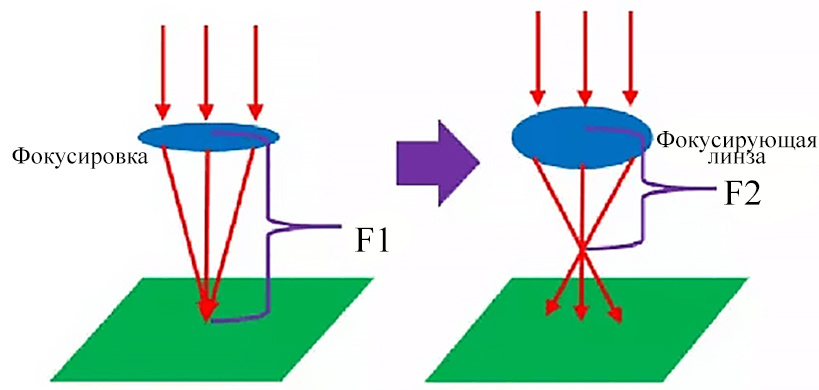
Передний и задний контраст фокусирующей линзы и тепловой линзы
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Насколько точна оптоволоконная лазерная резка?» и «Способы защиты лазерного станка от влаги».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!