
В судостроительной промышленности сварка и резка металлов являются основными процессами, участвующими в производстве. В последние годы судостроительная промышленность пережила быстрое расширение и внезапное сокращение.
В условиях жесткой рыночной конкуренции, снижения прибыли и повышения требований к качеству судостроительная промышленность уделяет больше внимания качеству производства. Лазерная резка, играющая большую роль в процессе резки, еще больше способствовала созданию новой ситуации.
Лазерная резка, как эффективная, экологичная, высококачественная, высокоточная технология, является краеугольным камнем в содействии развитию судостроительной промышленности и оптимизации судостроения.
Она играет важную роль в реализации сокращения, облегчения веса, повторного производства, снижения затрат, сокращения человеко-часов, энергосбережения и защиты окружающей среды в судостроительной промышленности.
Кроме того, оптоволоконные лазерные станки являются идеальным выьором для подготовки передней панели судна. Они удовлетворяют текущие тенденции развития крупномасштабных судовых конструкций, точности изготовления и эффективности строительства.
Примечание: данная статья является переводом.
1) Принцип лазерной резки
Лазерная резка - это типичный метод термической резки. В нем используется лазер для генерации лазерного луча с высокой плотностью энергии, группа лазерных линз фокусирует луч, облучает заготовку и нагревает материал заготовки в непрерывном и повторяющемся импульсном режиме работы так, что заготовка быстро плавится, испаряется и образуетcz отверстие.
В то же время высокоскоростной поток воздуха, коаксиальный с лучом света, сдувает расплавленные отходы в месте разреза.
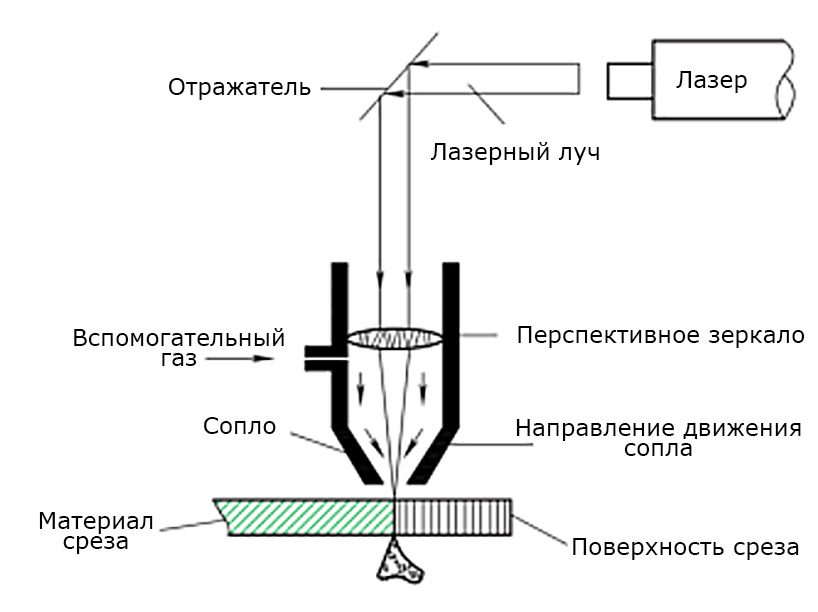
Принцип лазерной резки
2) Особенности лазерной резки стали
Хорошее качество резки
Маленькое лазерное пятно, высокая плотность энергии, высокая скорость резки, узкий и плоский разрез. Поверхность реза гладкая и красивая, шероховатость поверхности составляет всего десятки микрон, а точность размеров вырезанных деталей может достигать ± 0,05 мм.
Заготовка имеет малую деформацию, малую зону термического влияния, высокую адаптивность и гибкость, и может использоваться без вторичной обработки, что снижает затраты на обработку.
Высокая эффективность резки
На основе оптических и передаточных характеристик лазера лазерная резка может выполняться на станке лазерной резки с ЧПУ, оснащенном несколькими операционными столами.
В то же время, путем изменения программы ЧПУ может быть реализована резка деталей различной формы, включая 2D и 3D резку.
Бесконтактная резка снижает затраты на инструмент
Лазерная резка не похожа на традиционные методы резки. Ее резак не соприкасается с заготовкой, нет необходимости менять "инструмент", и нет износа инструмента. Обработка деталей различной толщины или формы может быть достигнута путем простого изменения выходных параметров лазера.
Таким образом, лазерная резка - это экологичный и безопасный для окружающей среды метод обработки. Процесс лазерной резки имеет низкий уровень шума и вибрации и не приводит к загрязнению окружающей среды.
Различные типы материалов для резки и высокая скорость резки
Существует множество типов материалов для лазерной резки, включая металл, неметалл, композитные материалы, дерево и т.д. Скорость лазерной резки очень высока: при использовании лазера мощностью 4000 Вт для резки низкоуглеродистой стали толщиной 12 мм со скосом 30° скорость резки скоса может достигать 2200 мм в минуту.
Используя лазер мощностью 6000 Вт для резки нержавеющей стали толщиной 8 мм со скосом 22,5°, скорость резки скоса может достигать 1500 мм в минуту.
1) Характеристика резки судов
Судовая промышленность предъявляет высокие требования к точности сегментации и корпуса, а зазор рамы должен контролироваться в пределах 1 мм.
В прошлом, когда судостроительные компании обычно использовали плазменную резку для изготовления шпангоутов, для обеспечения монтажного зазора устанавливались припуски на обрезку, что требовало ручной обрезки при сборке на месте.
В случае, если качество резки оставляет желать лучшего, на шпангоутах устанавливаются припуски на обрезку.
Если качество резки неравномерное, остаточный оксид в кромке увеличит объем работы по сборке, а также цикл сборки, и весь цикл сегментной конструкции будет удлинен.
Кроме того, использование станка лазерной резки для отрезания монтажного края устраняет явление обрезки на месте и снижает трудовые и материальные расходы. Скорость сборки конструкции значительно ускоряется, а качество сборки значительно улучшается.
2) Преимущества применения технологии лазерной резки в судостроении
В последние годы точное судостроение и быстрое судостроение стали основными тенденциями в развитии судостроительной промышленности, и технология лазерной резки быстро развивалась, заняв более 70% всей индустрии лазерной обработки.
В судостроительной промышленности в качестве основного сырья в основном используется стальной лист. Использование пластин для лазерной резки может заменить некоторые методы высечки, требующие сложных больших форм, что значительно сокращает производственные циклы и снижает затраты.
В настоящее время метод резки листовых деталей корпуса в судостроительной промышленности в основном использует рамную резку, плазменную резку, обработку гильотинными ножницами и лазерную резку. Другие методы резки имеют много недостатков по сравнению с лазерной резкой. Например при рамной и плазменной возникают широкие щели, точность резки низкая, выделяются вредные газы и сильно загрязняется окружающая среда.
Для резки судовой обшивки лазерная резка имеет преимущества высокой точности резки, малой тепловой деформации, уменьшения вторичной обработки (такой как фрезерование, сверление и т.д.), переноса и шлифования, особенно малых кругов, малых отверстий и криволинейных поверхностей. Требования к точности передачи сечения корпуса могут полностью обеспечить контроль зазора при сборке рамы в пределах 1 мм, но практическая скорость резки стали оставляет желать лучшего по сравнению с плазменной резкой.
Взаимосвязь между скоростью резания и толщиной среза низкоуглеродистой стали при различных методах резания, а также эффект резания низкоуглеродистой стали при различных методах резания показаны на рисунке.
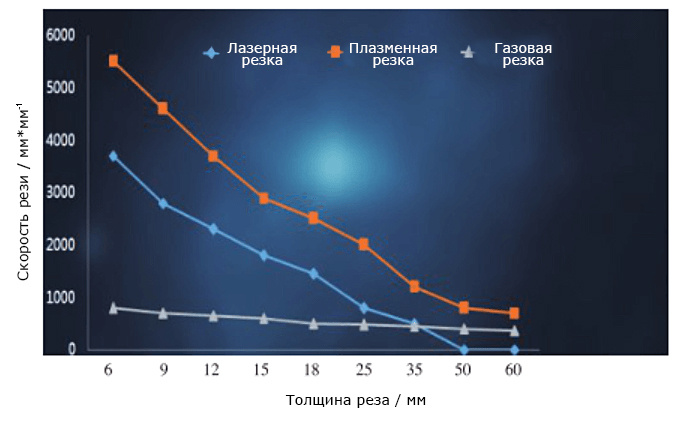
Взаимосвязь между скоростью резания и толщиной среза низкоуглеродистой стали при различных типах резки
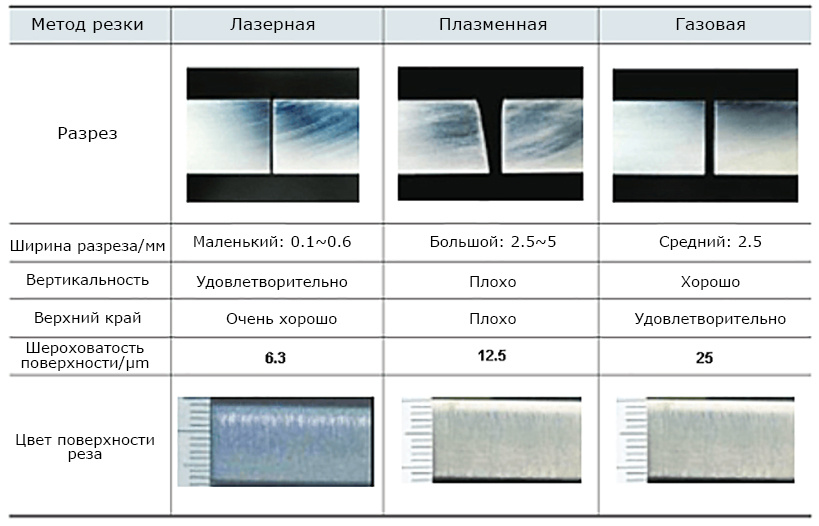
Эффект резания низкоуглеродистой стали при различных методах резания
В судостроении, когда лазерная резка препятствует плазменной резке шпангоутов, на них устанавливается запас на резку, чтобы обеспечить монтажный зазор.
При ручной обрезке возникает неравномерное качество резки. Тем самым снижается объем работы по сборке, цикл сборки, материальные и трудовые затраты растут.
Лазерная резка стального листа имеет хорошее качество резки, хорошую вертикальность поверхности реза, отсутствие окалины, тонкий оксидный слой и гладкую поверхность. Не требуется вторичная обработка, и ее можно сваривать напрямую.
Тепловая деформация мала, точность криволинейной резки высока, а количество человеко-часов, затрачиваемых на координацию, сокращается, что позволяет осуществлять беспрепятственную резку высокопрочных судовых листов.
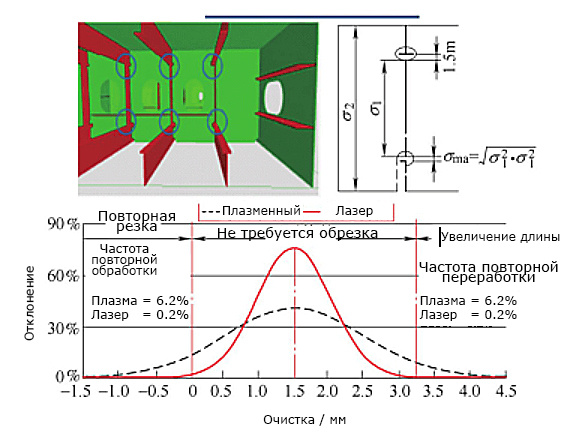
Отклонение конструктивных зазоров в судах
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Почему лазер не режет? (Причины и решения)» и «Насколько точна оптоволоконная лазерная резка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
 8
8
Оптоволоконный лазерный станок для резки металла XTC-1560H/3000 Raycus
Размер рабочей области: 1500x6000 мм. Мощность лазера 3000 Вт. Лазерный источник Raycus.
 11
11
Высокомощный оптоволоконный лазерный станок XTC-2060GP/12000 Raycus
Рабочая зона: 2000х6000 мм. Мощность лазера: 12 000 Вт. Лазерный источник Raycus. Резка нержавеющей стали до 40 мм, углеродистой стали до 40 мм.
 1
1
Оптоволоконный лазер для резки труб XTC-T220/2000 Raycus
Диаметр труб 220 мм. Длина труб 6000 мм. Мощность лазера 2000 Вт. Лазерный источник Raycus.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!