
Алюминиевый сплав обладает такими преимуществами, как низкая плотность, высокая прочность и хорошая коррозионная стойкость, поэтому он широко используется в автомобильной промышленности, энергетике, аэрокосмической промышленности и строительстве.
В настоящее время лазерная сварка широко используется в производстве изделий из алюминиевого сплава.
По сравнению с традиционными методами сварки, лазерная сварка может обеспечить более высокую эффективность производства, лучшее качество сварки, реализовать высокоточную сварку и автоматизацию сложных конструкций.

Лазерная сварка - это технология, которая излучает высокоинтенсивный лазерный луч на поверхность металла и заставляет металл плавиться и рекристаллизоваться, образуя сварной шов за счет тепловой связи между лазерным сварочным аппаратом и металлом.
В соответствии с термическим механизмом лазерной сварки, ее можно разделить на теплопроводную сварку и сварку с глубоким проникновением.
Теплопроводная сварка в основном используется в пакетной сварке или микро-нано сварке прецизионных деталей;
Лазерная сварка глубокого проникновения в основном используется для сварки материалов, требующих полного проникновения. В процессе сварки материал испаряется, а в расплавленном бассейне появляется явление замочной скважины. Это наиболее широко используемый метод лазерной сварки в настоящее время, и он также является предпочтительным методом сварки алюминиевых сплавов.
Преимущества:
Недостатки:
Пример: строительная декоративная промышленность - сварка дверной рамы из алюминиевого сплава.

Вследствие присущих алюминиевому сплаву физических свойств, таких как низкая поглощающая способность лазера, низкая температура кипения элементов сплава, высокая теплопроводность, высокий коэффициент теплового расширения, относительно широкий диапазон температур затвердевания, высокая усадка при затвердевании, низкая вязкость и высокое поглощение водорода в жидкости, легко образуются такие дефекты, как поры и горячие трещины в процессе лазерной сварки.
Среди них пористость является наиболее распространенной формой дефекта в процессе лазерной сварки алюминиевого сплава. Она нарушает компактность металла сварного шва, ослабляет эффективную площадь поперечного сечения сварного шва, снижает механические свойства и коррозионную стойкость шва. Поэтому необходимо принять эффективные меры для предотвращения пористости и улучшения внутреннего качества сварного шва.
1. Ингибирование сварочной пористости путем обработки поверхности перед сваркой
Обработка поверхности перед сваркой является эффективным методом контроля металлургических пор при лазерной сварке алюминиевого сплава. Как правило, методы обработки поверхности включают физико-механическую и химическую очистку.
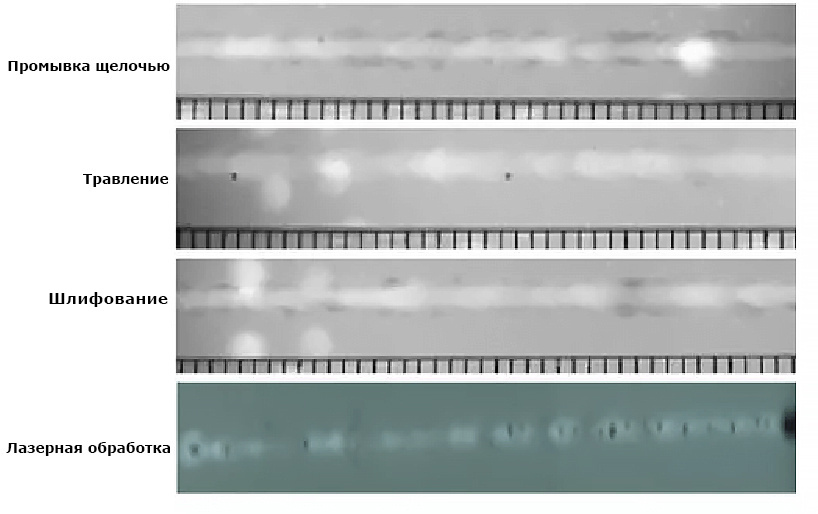
Пористость сварного шва после различных методов обработки поверхности.
После сравнения лучшим процессом является химическая обработка (очистка металлическим чистящим средством – промывка водой – промывка щелочью – промывка водой – промывка кислотой – промывка водой –сушка).
25% - ный водный раствор NaOH использовался для удаления поверхностного слоя материала при промывке щелочью, а 20% - ный водный раствор HNO3 + 2% HF использовался для нейтрализации остаточной щелочи при кислотной промывке.
После обработки поверхности испытательная пластина должна быть сварена в течение 24 часов. Если испытательная пластина остается в течение длительного времени после обработки, перед сваркой узел должен быть протерт спиртом.
2. Управление пористостью при сварке с помощью параметров процесса сварки
Образование пористости сварного шва связано не только с качеством обработки поверхности сварного шва, но и с параметрами процесса сварки.
Влияние параметров сварки на пористость сварного шва в основном отражается на проникновении сварного шва, то есть на влиянии соотношения ширины задней части шва на пористость сварного шва.
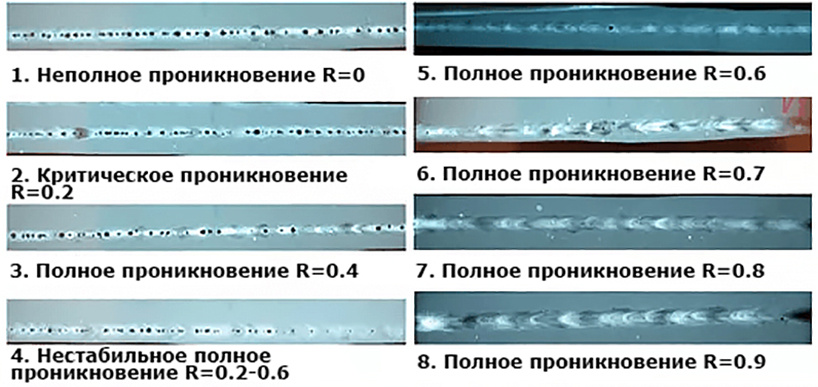
Влияние проплавления сварного шва на пористость сварного шва.
Результаты показывают, что при соотношении задней ширины r > 0,6 распределение концентрации цепных пор в сварном шве может быть эффективно улучшено; при соотношении задней ширины r > 0,8 можно эффективно улучшить наличие крупных пор в сварном шве, а остаточные поры в сварном шве могут быть в значительной степени устранены.
3. Контроль пористости сварки путем выбора надлежащего защитного газа и расхода
Выбор защитного газа напрямую влияет на качество, эффективность и стоимость сварки.
В процессе лазерной сварки правильная продувка защитным газом может эффективно уменьшить пористость сварного шва.
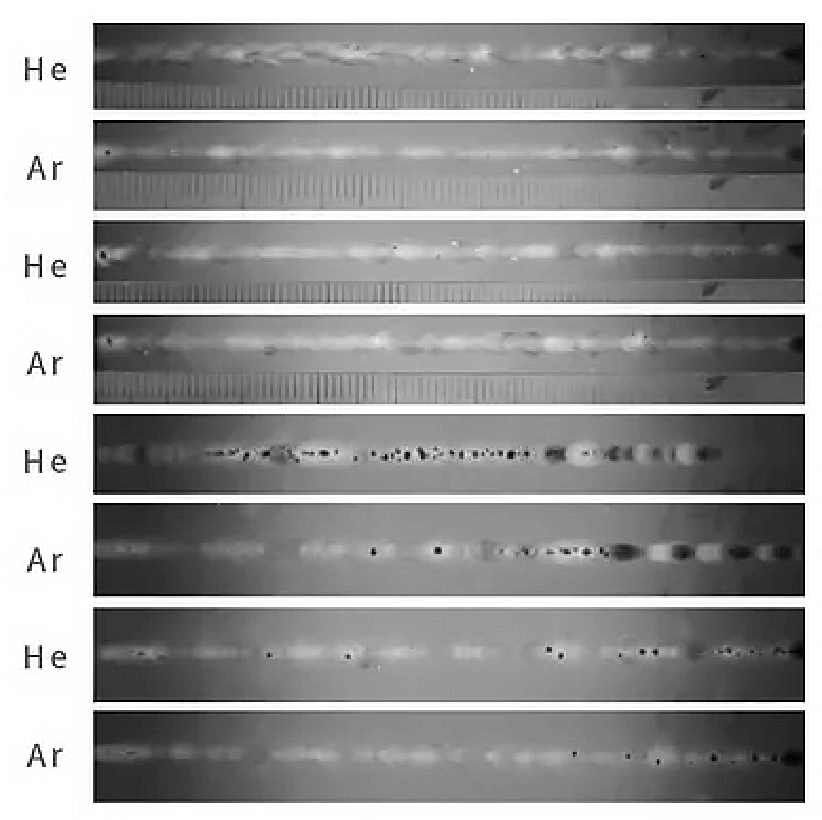
Влияние различных типов защитного газа на пористость сварного шва.
Как показано на рисунке выше, Ar (аргон) и He (гелий) используются для защиты поверхности сварного шва.
В процессе лазерной сварки алюминиевого сплава различная степень ионизации Ar и He в лазере приводит к различному образованию сварного шва.
Результаты показывают, что пористость сварного шва с Ar в качестве защитного газа меньше, чем с He в качестве защитного газа.
В то же время также важно обратить внимание на тот факт, что большое количество плазмы, образующейся при сварке, не может быть выдуто, когда скорость потока газа слишком мала (<10 л/мин), что делает сварочную ванну нестабильной и увеличивает вероятность образования пор.
Расход газа умеренный (около 15 л/мин), плазма эффективно контролируется, защитный газ оказывает хорошее антиокислительное действие на бассейн раствора, а пористость наименьшая.
Слишком большой поток газа сопровождается слишком большим давлением, что приводит к тому, что часть защитного газа смешивается внутри бассейна с раствором и увеличивает пористость.
Всегда сложно устранить дефект пористости при лазерной сварке алюминиевого сплава.
На свойства самого алюминиевого сплава влияет то, что в процессе сварки невозможно полностью избежать явления отсутствия пористости, можно только уменшить пористость.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Инструкция по ручной лазерной сварке [часть 1]» и «Поставка и запуск оптоволоконного лазера для сварки металла XTW-1000 Raycus».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...





 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Технологии не стоят на месте. Мой друг работает на автомобильном заводе, недавно обычные сварочные аппараты заменили на лазерные. Надежность и точность выше у лазерной сварки. Обеспечивается высокое качество работ.
Я с юношеских лет увлекаюсь сваркой и всем что с этим связано. По профессии удался в отца и решил достойно продолжить дело его жизни. Отмечу достаточно весомый уровень профессионализма автора, а также его серьезную осведомленность в теме, которую он освещает. Был приятно удивлен новым неведомым ранее фактам.
Недавно стал осваивать лазерную сварку поэтому материал читал с интересом. Уже успел опробовать способы на практике.