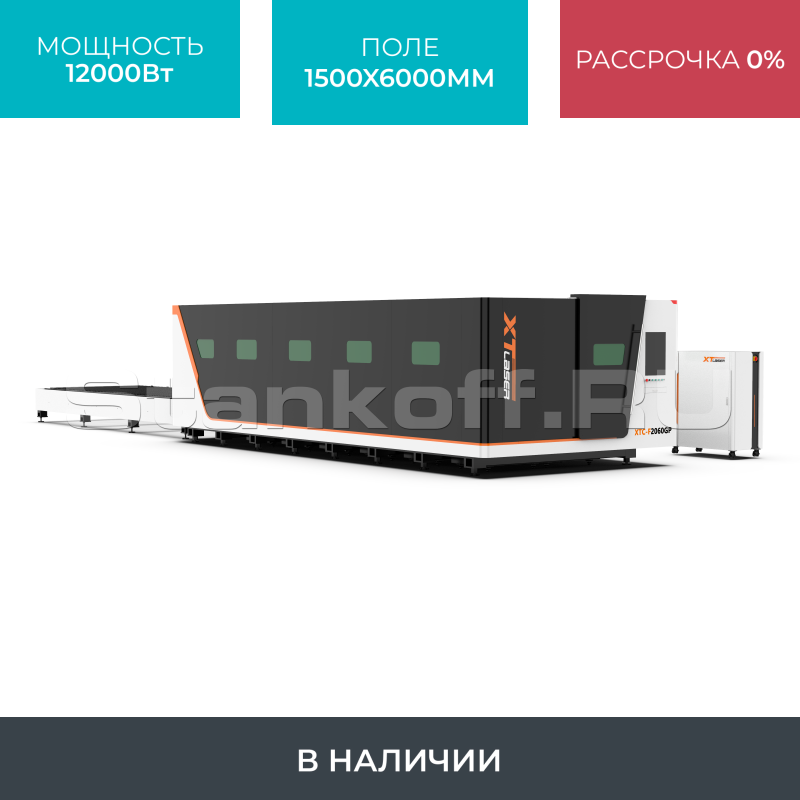
Высокомощный оптоволоконный лазерный станок XTC-1560GP/12000 Raycus
Размер рабочей области: 1500x6000 мм. Мощность лазера: 12 000 Вт. Лазерный источник Raycus.
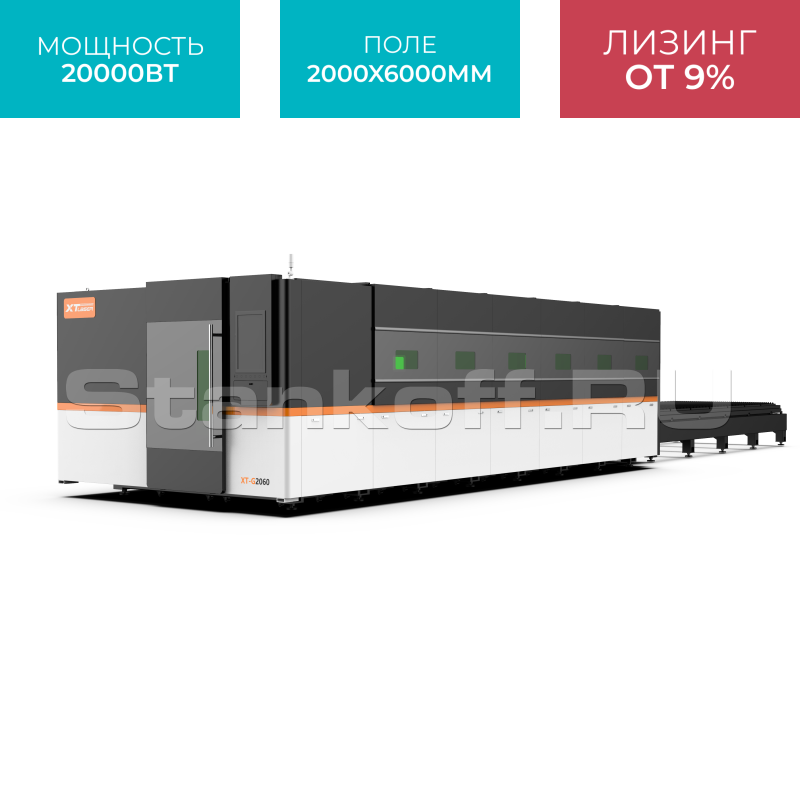
Высокомощный оптоволоконный лазерный станок в защитной кабине XTC-2060GP/20000 Raycus
Рабочая зона 2000х6000 мм. Источник 20000 Вт Raycus. Резка нержавеющей стали до 100 мм, углеродистой стали до 80 мм.

Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.

Лазерный станок для резки труб высокой скорости LPC-A90T-AF6000/3000 Raycus
Лазерный источник - Raycus;
Мощность лазера, В - 3000;
Круглые трубы, мм - Ø 13 – 85;
Квадратные трубы, мм - 13x13 – 60x60;
Макс. длина трубы, мм - 7000;
Тип патрона - Универсальный

Высокомощный оптоволоконный лазерный станок XTC-1530GP/12000 Raycus
Рабочая зона: 1500x3000 мм. Мощность лазера: 12 000 Вт. Лазерный источник Raycus.
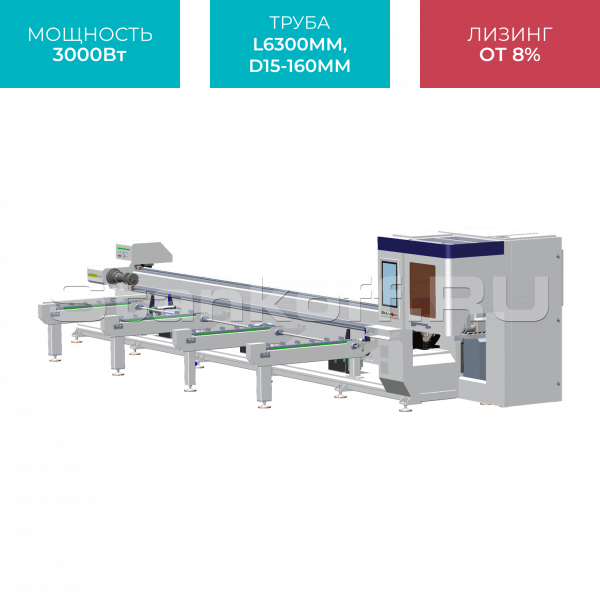
Современный оптоволоконный лазерный труборез с полуавтоматической системой погрузки предназначен для резки металлических труб. Позволяет раскраивать трубы круглого, квадратного, овального и D-образного сечения, а также профили L, H, U, I и C образной формы, со стороной от 15 до 160 мм. Интегрированная в станину полуавтоматическая система погрузки труб позволяет подавать заготовки длинной до...

Оптоволоконный лазер для резки металла XTC-1530H/6000 Raycus
Рабочая зона 1500х3000 мм. Источник 6000 Вт Raycus. Резка нержавеющей стали до 16 мм, углеродистой стали до 26 мм.

Высокоскоростной лазерный труборез LPC80-B5-CF6000/2000 Raycus UNI
Длина обработки труб - 4000-6000 мм. Диаметр круглых труб - 10-85 мм. Размер квадрата - 10x10-60x60. Мощность лазера – 2000 Вт. Лазерный источник Raycus. Полуавтоматическая погрузка с ручной регулировкой диаметра труб.

Оптоволоконный лазерный станок в защитной кабине XTC-1530A/3000 Raycus
Размер рабочей области: 1500х3000 мм. Мощность лазера 3000 Вт. Лазерный источник Raycus.

Оптоволоконный лазерный станок по металлу STL-1530FP/6000 Raycus
Размер рабочей области: 1500х3000 мм. Мощность лазера 6000 Вт. Лазерный источник Raycus.

Размер рабочей области: 1500х3000 мм. Мощность лазера 3000 Вт. Лазерный источник Raycus. Стол конвейерного типа. Автоматический размотчик металла.

Оптоволоконный лазерный станок в защитной кабине XTC-1530G/6000 Raycus
Размер рабочей области: 1500x3000 мм. Мощность лазера 6000 Вт. Лазерный источник Raycus.

Оптоволоконный лазерный станок для резки металла XTC-1530W/6000 Raycus
Размер рабочей области: 1500х3000 мм. Мощность лазера 6000 Вт. Лазерный источник Raycus. Зональное дымоудаление.
Высокоскоростной лазерный труборез LPC80-A5-AF6000/3000 Raycus UNI NEW
Длина обработки труб - 6000 мм.
Диаметр круглых труб - 10-85 мм.
Размер квадрата - 10x10-60x60.
Мощность источника - 3000 Вт.
Лазерный источник - Raycus.
Автоматическая погрузка.

Роботы-манипуляторы выполняют функции человеческой руки, включая вращательные и поступательные движения. Их сфера деятельности постоянно расширяется, и они выполняют всё более точные задачи, такие как сбор автомобилей, сортировка мусора и выбор спелых плодов при сборе урожая.
На сайте Станкофф.RU вы можете найти лазерные станки от ведущих производителей с быстрой доставкой по Москве, Санкт-Петербургу, Казани и по другим городам России. В наличии и под заказ более 764 моделей лазерного оборудования с ЧПУ для резки по лучшим ценам с возможностью купить в лизинг, кредит или рассрочку. Широкий ассортимент: только выгодные предложения с подробными техническими характеристиками, описаниями и фото. Уточняйте цены у менеджеров.
Лазерные станки являются одним из самых эффективных инструментов для точной обработки металлических изделий. Компания «Станкофф», известная на рынке как надёжный производитель в России, предлагает высококачественные лазерные установки для резки металла, которые позволяют значительно сократить производственные расходы и улучшить качество конечного продукта. Эти станки находят широкое применение в самых разных отраслях: от машиностроения до ювелирного производства, благодаря чему становятся выгодным вложением для любого предприятия.
Лазерные станки отличаются продуманной конструкцией, обеспечивающей точность и высокую надёжность. Основным элементом является оптоволоконный лазер, способный выполнять резку металла с максимальной точностью. Лазерный станок по металлу имеет усиленный корпус и рабочий стол, на котором надёжно фиксируются листовые и трубные материалы. Это делает станок универсальным решением для задач, где требуются высокие стандарты обработки.
Ключевым элементом конструкции является система ЧПУ, обеспечивающая лёгкость управления и контроль над каждым этапом работы. Он позволяет автоматизировать процесс резки и минимизировать риск ошибок, что особенно важно для предприятий, работающих с большими объёмами и различными видами заготовок. Станки компании «Станкофф» поддерживают разнообразные функции настройки, что позволяет быстро переключаться между режимами обработки и экономить время.
Станок лазерной резки металла с ЧПУ обладает широким функционалом и может использоваться для выполнения разных задач. Он легко справляется с обработкойлистового металла, обеспечивая ровные и аккуратные края даже на заготовках сложной формы. Это делает его отличным вариантом для предприятий, которые производят металлические изделия.
Лазер по металлу может легко разрезать листовой и профильный металл. Также лазерные установки могут обрабатывать трубы, что расширяет спектр их применения в таких отраслях, как строительство и производство мебели. Быстрый процесс настройки и смены режимов работы обеспечивает минимальные простои, а высокая скорость работы позволяет выполнять большие объёмы заказов.
Приобретение лазерных станков в «Станкофф» — это не только покупка оборудования, но и доступ к профессиональной поддержке и выгодным условиям сотрудничества. Преимущества сотрудничества:
Мы предоставляем надёжные и высокоточные лазерные станки, которые открывают новые возможности для производственных предприятий. Высокое качество, универсальность, выгодные условия покупки и профессиональное сопровождение делают технику отличным выбором для предприятий любого масштаба. Купить лазерный станок для резки металла — значит инвестировать в стабильное оборудование, которое повышает качество обработки и снижает производственные издержки.
Смотрите также: CO2 лазеры
 Отзывы о компании Станкофф
Отзывы о компании Станкофф

















![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP.jpg)


![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS.jpg)



![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy.jpg)
![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf.jpg)