22 совета по использованию нового листогибочного пресса [часть 1]
Листогибочные прессы играют важнейшую роль на производственных предприятиях крупных компаний. Для успешной работы бизнеса крайне важно правильно ухаживать за этими cтанками. Мы подготовили 22 совета по обслуживанию, которые помогут вам продлить срок службы вашего листогибочного пресса!
Примечание: данная статья является переводом.
1. Выбор, замена и меры предосторожности при работе с верхним и нижним штампом
1) Выбор верхнего пуансона
Выбор верхнего пуансона зависит от изгибающего усилия и не может превышать предельную нагрузку пресс-формы;
Пользователи могут выбрать специальные пресс-формы, и в этом случае обратите особое внимание на то, что нагрузка на эти пресс-формы будет отличаться от нагрузки на пресс-формы стандартного образца.
2) Выбор нижней матрицы
Ширина V-образного отверстия нижней матрицы должна определяться толщиной S листового материала. Общая формула такова:
S<3мм V=(6~8)×S;
S>3мм V=("8~12)×S;
S: толщина листа (мм);
b: минимальная ширина гибки (мм);
V: ширина нижнего проема штампа (мм);
Минимальная ширина гиба b и угол гибки изменяются соответственно. Только таким образом можно научно определить предел формы нижнего штампа.
2. Меры предосторожности при установке верхней и нижней формы, методы установки
1) Меры предосторожности
В опасной зоне листогибочного оборудования оператор должен соблюдать принципы безопасности при установке пресс-формы;
Не допускается прохождение руки или тела через пресс-форму;
2) Установка верхней пресс-формы
Переключите режим управления станком в ручной режим с помощью клавишного переключателя;
Нажмите кнопку ручного управления в ручном режиме;
Нажмите кнопку запуска оси машины;
Нажмите на ножной выключатель, чтобы плунжер листогибочной машины медленно опустился вниз и остановился в точке преобразования гиба;
Нажмите кнопку остановки оси машины;
Ослабьте зажимы пресс-формы, чтобы установить или заменить верхний пуансон;
Закрепите верхнюю пресс-форму и основание верхней пресс-формы, слегка затяните зажимной винт или закройте зажимы пресс-формы;
3) Установка нижней пресс-формы
При установке или замене нижней пресс-формы сначала ослабьте зажимной винт нижней пресс-формы;
Вручную совместите центр отверстия нижнего штампа с центром верхнего пуансона;
Нажмите кнопку запуска оси машины
Нажать на педальный переключатель;
В режиме ручного позиционирования вручную медленно перемещайте маховик для перемещения плунжера вниз;
Прижмите пресс-форму друг к другу с небольшим усилием, центр верхней пресс-формы и центр нижней пресс-формы должны находиться на одной линии;
После того, как все стороны края пресс-формы соприкоснутся, затяните зажимную часть верхней и нижней пресс-формы;
3. Регулировка натяжения приводного ремня
Переведите машину в состояние остановки;
Откройте заднюю защитную крышку станка;
Ослабьте промежуточное положение листогибочного станка или затяжной винт натяжного колеса на позиции соединительной пластины двигателя оси X;
Отрегулируйте натяжное колесо в соответствующее положение;
Закрепите установочный винт натяжного устройства;
Установите задний кожух машины;
4. Регулировка точности манометра
Проверка точности заднего пальца после перемещения;
Измерьте погрешность двух задних пальцев с помощью глубиномера;
Отрегулируйте задний палец так, чтобы расстояние от двух задних пальцев до центра нижнего отверстия штампа было одинаковым;
Произведите пробную гибку заготовки и измерение погрешности точности оси X;
Внесите поправки по оси X;
Пробная гибка заготовки и использование ее для обычной гибки после подтверждения корректности.
5. Настройка опорной точки оси X
Произведите пробную гибку заготовки, измерьте точность оси X и рассчитайте погрешность;
В автоматическом или ручном режиме опустите плунжер ниже точки перехода на изгиб;
Измените значение опорной точки оси X;
После возвращения станка в точку отсчета используйте его для нормальной гибки после подтверждения корректности установок;
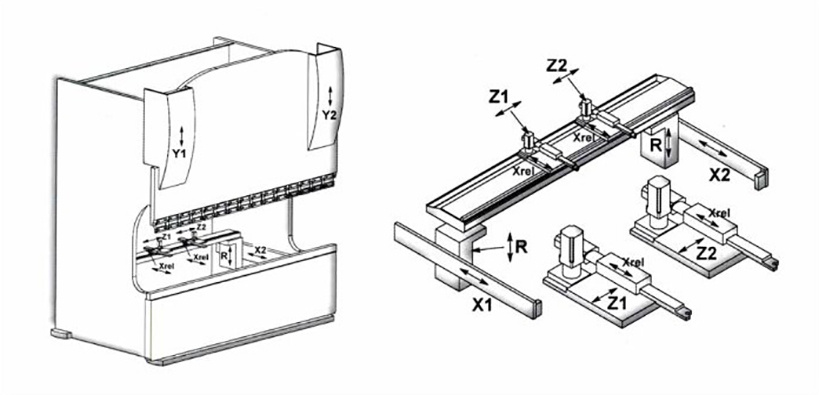
6. Метод регулировки, при котором ось X параллельна нижней пресс-форме
Проверьте, совпадают ли центр верхнего пуансона и центр нижней матрицы;
Верхняя пресс-форма используется в качестве эталона, а для измерения погрешности на обоих концах луча оси X используется обратный палец (рука или тело не должны попадать в пресс-форму);
Откройте заднюю защитную крышку машины;
Ослабьте крепежный винт зубчатого ремня на переднем конце винта на правой стороне балки оси X листогибочного пресса;
Закрепите правый соединитель коробки, чтобы предотвратить его перемещение вперед-назад;
Отрегулируйте зубчатый ремень для перемещения винта на левой стороне балки оси X вперед или назад;
Затем верхняя пресс-форма используется в качестве эталона, и ошибка измеряется на обоих концах луча оси X одним задним пальцем; продолжайте регулировку, если есть какая-либо ошибка, ошибка на обоих концах не должна превышать 0,20 мм;
Затяните крепежные винты ремня ГРМ с правой стороны коробки;
Ослабьте крепление правого разъема коробки;
Станок возвращается в исходную точку;
Пробная гибка заготовки, измерение точности оси X и расчет погрешности;
Измените количество опорных точек оси X;
После возвращения станка в исходное положение попробуйте согнуть заготовку, чтобы подтвердить правильность и нормальность обработки;
7. Настройка опорной точки оси Y
Выполните пробную гибку заготовки и измерьте погрешность точности по осям Y1 и Y2 (на базе 90 градусов);
В автоматическом или ручном режиме опустите плунжер ниже точки перехода изгиба;
Выберите параметр оси Y;
Измените положение опорной точки оси Y1, Y2 (примерно 0,07 на один градус);
После возвращения станка в исходное положение попробуйте согнуть заготовку, чтобы подтвердить правильность и нормальность обработки;
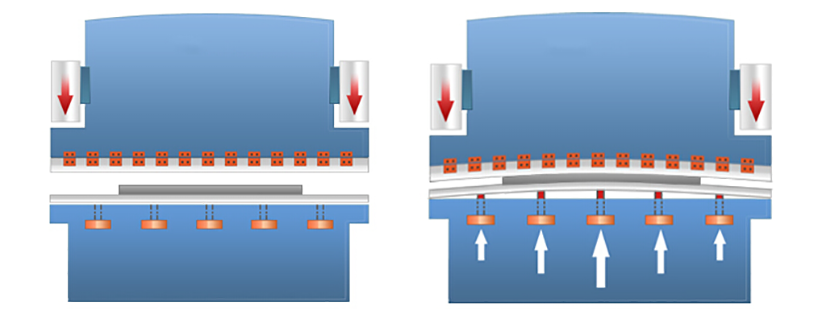
8. Регулировка высоты
Пробная гибка заготовки и измерение погрешности промежуточной точности заготовки (на основе 90 градусов);
В автоматическом или ручном режиме опустите плунжер ниже точки перехода гибки;
Выберите ось CROWNING;
Измените минимальное значение DA и максимальное значение DA в соответствии с фактической ситуацией;
После возвращения станка в исходное положение попробуйте согнуть заготовку, чтобы подтвердить правильность и нормальность обработки;
9. Регулировка колебаний оси X
В автоматическом или ручном режиме опустите плунжер ниже точки перехода изгиба;
Измените (уменьшите) усиление оси X соответствующим образом;
После возвращения станка в исходное и рабочее состояние при холостом ходе можно приступать к обработке заготовки;
10. Регулировка перемещения оси X
В автоматическом или ручном режиме опустите плунжер ниже точки перехода изгиба;
Измените (увеличьте) усиление оси X соответствующим образом;
После возвращения станка в исходное и рабочее состояние при холостом ходе можно приступать к обработке заготовки;
11. В нормальном состоянии листогибочной машины плунжер скользит вниз
1) Отрегулируйте клапан резервного давления следующим образом;
Опустите плунжер в нижнее положение в ручном режиме;
Выключите двигатель масляного насоса станка и отключите питание станка;
Снимите резервный клапан с седла клапана для очистки;
Установите резервный клапан давления после очистки;
После возвращения плунжера в исходное положение и нормального сухого хода можно приступать к обработке заготовки;
3) Замените резервный клапан следующим образом;
Опустите плунжер до самого низа в ручном режиме;
Выключите двигатель масляного насоса листогибочного станка и отключите питание;
Снимите резервный клапан с седла клапана;
Замените новый резервный клапан;
После возвращения плунжера в исходное положение новый резервный клапан давления правильно отрегулирован, и заготовка может обрабатываться после сухой операции в нормальном режиме;
12. Регулировка синхронного сервоклапана
1) Плунжер не перемещается в нормальных условиях. Сначала проверьте, в норме ли цепь. После подтверждения того, что цепь в норме, сервоклапан может быть проверен следующим образом:
Введите команду, выберите проверку клапана;
Выберите левый или правый клапан;
Потрясите маховиком, чтобы увидеть, изменяется ли напряжение;
Если изменений нет, необходимо очистить или заменить синхронный сервоклапан;
2) Метод очистки синхронного сервоклапана следующий:
Опустите плунжер в нижнее положение в ручном режиме;
Выключите двигатель масляного насоса машины и отключите питание машины;
Выньте штекер цепи управления синхронного сервоклапана;
Выверните соединительный винт синхронного сервоклапана и снимите седло клапана;
Снимите синхронный сервоклапан и разберите синхронный сервоклапан. (Там, где есть лакокрасочное уплотнение, его нельзя открывать.)
Снимите сердечник клапана для удаления заусенцев с помощью металлографической наждачной бумаги, чтобы сердечник клапана мог свободно двигаться в корпусе клапана;
Усилие, тонн - 50,
Длина гиба, мм - 1600,
Расстояние между колоннами, мм - 1250,
Глубина зева, мм - 205,
Макс. раскрытие, мм - 540,
Мощность, кВт - 4,4.














![Нужна нестандартная листогибочная оснастка? Напечатайте её на 3D-принтере! [Часть 1]](http://www.stankoff.ru/files/blog/ogb71M1ibBFVDZrrZhgYn2z2oLyKbPD1zzNqusj2.jpg)

 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!