
Токарные станки с ЧПУ вращают объект или заготовку на шпинделе для удаления лишнего материала с помощью различных инструментов и создает симметричный объект. Эти высокотехнологичные станки могут легко выполнять различные разрезы на вращающейся заготовке. Современный токарный станок с ЧПУ можно запрограммировать на выполнение точных разрезов на прочном материале и производство продукции высочайшего качества на высокой скорости. Для эффективного использования этого современного оборудования мы подготовили для вас несколько советов.
Поскольку мы предъявляем высокие требования к точности обрабатываемых продуктов, при программировании необходимо учитывать следующие моменты:
Во-первых, нужно обратить внимание на два главных правила обработки деталей:
В зависимости от твердости материала, выберите разумную скорость вращения, скорость подачи и глубину резания:
Сначала выберите центр правой торцевой поверхности детали в качестве точки установки инструмента и установите его в качестве нулевой точки. После возвращения станка в исходную точку каждый используемый инструмент центрируется по правой торцевой поверхности детали в качестве нулевой точки. Когда инструмент коснется правой торцевой поверхности, введите Z0 и нажмите кнопку для измерения. Значение компенсации инструмента автоматически запишет измеренное значение. Это означает, что ось Z выровнена правильно.
Настройка инструмента по оси X называется пробной настройкой режущего инструмента. Используйте режущий инструмент для уменьшения внешней окружности детали. Измерьте значение внешней окружности инструмента (например, x - 20 мм). Введите x20, нажмите для измерения. Ось X выровнена правильно.
Этот метод настройки инструмента, даже если станок выключен, не изменит значение настройки инструмента после включения питания и перезапуска, может быть применен к массовому производству одной и той же детали в течение длительного времени, и инструмент не нужно сбрасывать во время выключения.
После того как деталь запрограммирована, инструмент настроен, необходимо выполнить пробную операцию точения и отладку. Для того чтобы ошибки программы и ошибки настройки инструмента не привели к аварии.
Сначала нужно провести имитационную обработку холостого хода, в системе координат станка перевести инструмент вправо на величину, в 2-3 раза превышающую общую длину детали. Затем запустить процесс моделирования.
После завершения процесса моделирования убедитесь в правильности программы и настройки инструмента, а затем начните обработку детали.
После того как первая деталь будет обработана, сначала проведите самопроверку, чтобы подтвердить, что она соответствует требованиям, а затем найдите штатного техника для проверки.
На этом ввод в эксплуатацию заканчивается после подтверждения квалификации рабочего персонала.
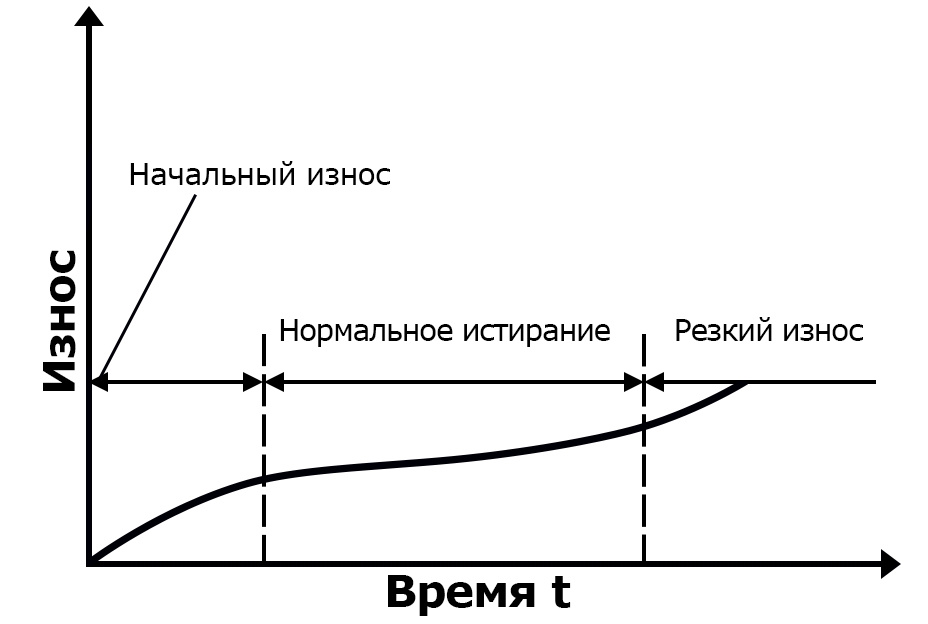
После завершения первого пробного реза можно переходить к серийному производству, но удовлетворяющее качество обработки первой детали не означает, что вся партия деталей будет с тем же качеством.
Потому что в процессе обработки инструмент будет изнашиваться из-за различных материалов обработки.
Чем мягче материал обработки, тем меньше износ инструмента, чем тверже материал обработки, тем износ будет происходить быстрее.
Поэтому в процессе обработки необходимо проводить частые проверки, своевременно увеличивать и уменьшать величину компенсации резца и обеспечивать соответствие деталей.
Возьмем для примера детали, которые мы обрабатывали ранее: материал обработки - K414, общая длина обработки - 180 мм. Из-за чрезвычайной твердости материала инструмент очень быстро изнашивается во время обработки. От начала и до конца обработки из-за износа инструмента образуется небольшой уклон в 10-20 мм.
Поэтому мы должны искусственно добавить небольшую градус 10-20 мм в программу, чтобы обеспечить квалификацию деталей.
Сначала выполняется черновая обработка, удаляется лишний материал с заготовки, а затем выполняется чистовая обработка.
Во время обработки следует избегать вибраций.
Также следует избегать тепловой дегенерации во время обработки заготовки. Причин возникновения вибраций много, это может быть чрезмерная нагрузка, резонанс станка и заготовки, недостаточная жесткость станка или пассивация инструмента.
Мы можем уменьшить вибрацию следующими методами:
Столкновение станка значительно ухудшает точность, и по-разному влияет на разные типы станков.
В целом, оно оказывает большее влияние на станки с меньшей жесткостью. Поэтому для высокоточных токарных станков с ЧПУ необходимо избегать столкновений. При условии, что оператор будет осторожен и освоит определенные методы борьбы со столкновениями, столкновения можно полностью предотвратить и избежать.
Основные причины столкновения:
Для того чтобы избежать вышеупомянутого столкновения, оператор должен в полной мере использовать функции пяти органов чувств при работе на станке. Оператору необходимо следить за тем, нет ли на станке ненормальных движений, искр, шумов, ненормальных звуков, вибраций или какого-либо горелого запаха. Если обнаружена нестандартная ситуация, оператор должен немедленно остановить выполнение программы, станок нельзя использовать до устранения проблемы.
В любом случае, освоение навыков работы на станках с ЧПУ - это постепенный процесс, который не может быть достигнут в одночасье.
Он основан на освоении основных операций со станками, а также базовых знаний по обработке и программированию.
Навыки работы на станках с ЧПУ не статичны, это органичное сочетание, которое требует от оператора использования воображения и практических способностей, и это своего рода инновационный труд.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Токарная обработка с ЧПУ - процессы, операции и оборудование часть 1» и «Токарный станок по дереву — своими руками!».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Пусконаладка гидравлической формовочной машины HBM 380 в Благовещенске Антон Здравствуйте. К сожалению, у нас нет инструкции к этому...
Станки для поддонов: как запустить и расширить производство Антон Здравствуйте, телефон менеджера по продаже станков для...
Умная рассрочка 0% "Антилизинг 2024" Андрей Александрович Хотел бы попробовать , но есть сомнения
Удивительный набор инструментов созданный Генри О. Стадли Виктор Полностью согласен с Аркадием. Жаль что подобные шедевры...
Пусконаладка фрезерно-гравировального станка с ЧПУ Woodtec HA 2030 в Горно-Алтайске Денис Классный станок
Станки с итальянским характером: новое поступление от SICAR Антон Здравствуйте, телефон менеджера по продаже...





 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/NgLa4vNczQzzYfWXZ9EL6pNs4E2HflfXfOBrxRU1-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Для меня данный материал оказался полезным. Вроде начальство планирует привести данный станки к нам в цех, а с ними никто не сталкивался в реала. Теперь хоть основы узнал.
Используя прочитанную информацию смог избежать множества ошибок. Спасибо за толковый материал.