
В настоящее время cтанки для лазерной резки металла стали важнейшим инструментом в механической обработке. Многие смежные предприятия переходят на их использование, заменяя традиционное режущее оборудование.
Однако из-за неправильной эксплуатации или отсутствия технического обслуживания, это высокоточное оборудование может столкнуться с множеством проблем. В частности, при резке может возникнуть проблема неполного прорезания материала. В этой статье мы рассмотрим причины и способы решения проблемы неполного прорезания материала лазером.
Лазерная резка - сложный процесс. В процессе резки разрез часто бывает неровным или не прорезанным полностью.
Существует множество причин неудачной резки. Наиболее распространенной из них является снижение мощности лазера или старение ламповой трубки, что делает энергию лазерного луча недостаточной, что приводит к неудачной резке образца.
Если скорость резки слишком высокая, фокусирующая линза повреждена, эффект фокусировки слабый, путь света неправильный, а напряжение нестабильное, все это может быть причиной, по которым лазерная резка не проходит весь путь.
Конечно, существует множество факторов, из-за которых надрез не получается гладким или сквозным, например, сам материал, недостаточное давление вспомогательного газа, мутность воды в системе охлаждения, плохой эффект рассеивания тепла и так далее.
Необходимо серьезно отнестись к проблеме лазерной резки и найти решение этих проблем, это имеет большое значение для повышения эффективности производства и обеспечения высокого качества лазерной резки.
Ниже приведен подробный список из шести причин, из-за которых лазерная резка может не прорезать металл до конца.
Причина 1: Падение мощности лазера уменьшается
После долгого времени использования, мощность оптоволоконного лазерного станка будет постепенно уменьшаться, что приводит к снижению режущей способности, а также к ситуации, когда резка не будет проходить до конца.
Причина 2: Загрязнение оптических элементов
Оптические элементы включают фокус линзы, отражатель и т.д., поскольку они длительное время находятся в плохих рабочих условиях, на поверхности этих линз появляется нагар, что снижает мощность лазерного оборудования и приводит к ситуации неполной резки.
Причина 3: Отладка светового пятна не соответствует стандарту
Световое пятно оптоволоконного лазерного станка является важным фактором, влияющим на качество резки. Когда светлое пятно отладки не может достичь стандарта, не получится получить чистый сквозной разрез.
Причина 4: Слишком высокая скорость резки
Если скорость резания слишком высока, неизбежно возникнет ситуация не прорезания металла.
Причина 5: Давление вспомогательного газа недостаточно
Вспомогательный газ используется для того, чтобы помочь удалить расплав из зоны резки. Когда давление воздуха не недостаточно высоко, расплав трудно удалить, что приводит к не прорезания металла.
Причина 6: Толщина обрабатываемого листа превышает толщину резки оборудования
Оптоволоконные лазерные станки имеют диапазон толщины резки, если диапазон толщины превышает рекомендуемый для конкретного станка, режущий эффект оборудования не будет идеальным, и по причине этого будет возникать не прорезание металла.
Мы надеемся, что эти меры помогут вам эффективно решить проблему не прорезания металла.
Если вы столкнулись с проблемами, которые невозможно решить самостоятельно, вы должны вовремя сообщить об этом поставщику, чтобы найти профессиональный послепродажный персонал для дальнейшего изучения, осмотра и обслуживания.
Наша компания предоставляет обширный спектр сервисных услуг, если у Вас возникла техническая неисправность, доверьте ремонт станка специалистам.
Выполнив запланированные работы, мы обязательно расскажем сотрудникам Вашей компании о правилах технического обслуживания того или иного станка, графиках плановых осмотров узлов и агрегатов.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Как продлить срок службы оптоволоконного лазерного станка?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
 5
5
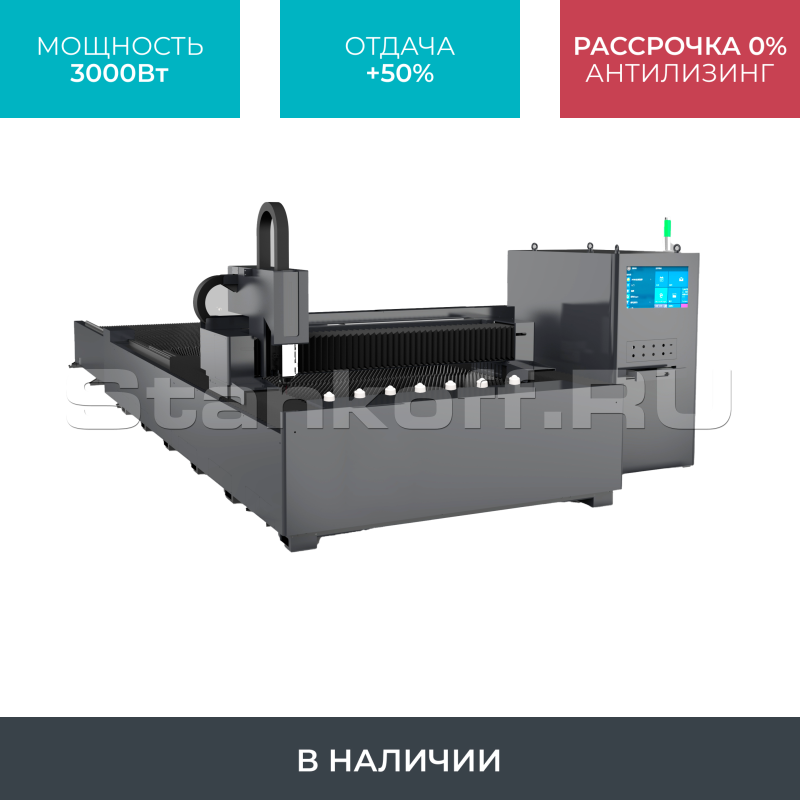
Оптоволоконный лазерный станок со сменным столом STL-1530EP/3000 Raycus
Рабочая зона 1500х3000 мм. Источник 3000 Вт Raycus. Сменный стол. Резка углеродистой стали до 20 мм, нержавеющей стали до 10 мм.

 146
146
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.
 1
1
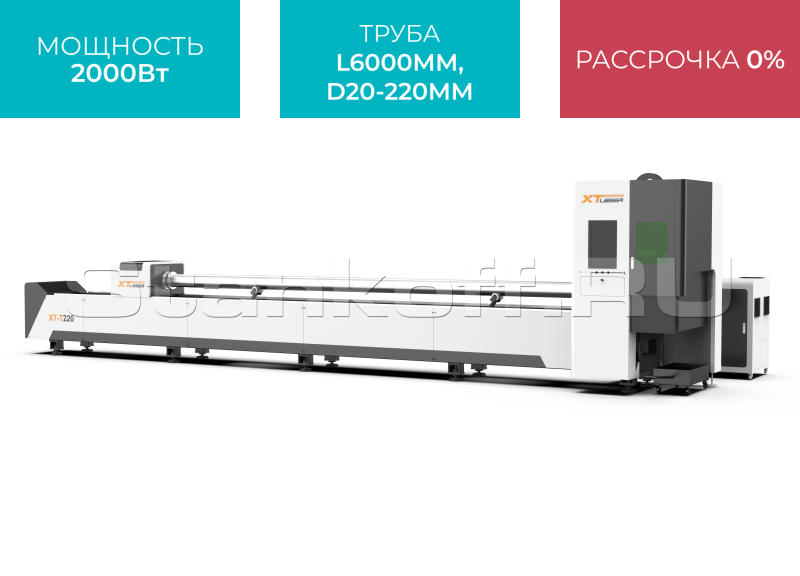
Оптоволоконный лазер для резки труб XTC-T220/2000 Raycus
Диаметр труб 220 мм. Длина труб 6000 мм. Мощность лазера 2000 Вт. Лазерный источник Raycus.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...












 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Лазерный китайский труборез отлично раскраивает листы на плоскости. Но когда дело доходит до трубы, делает цикл, как он должен совершить рез, но лазерный луч не выходит