
Правильное установление зазора между пуансоном и матрицей штамповочного станка с ЧПУ и координатно-револьверного пресса с ЧПУ может
оказать ряд важных преимуществ, которыми не следует пренебрегать. Но что это за преимущества и как определить, какой должна быть величина зазора? Давайте разберемся.
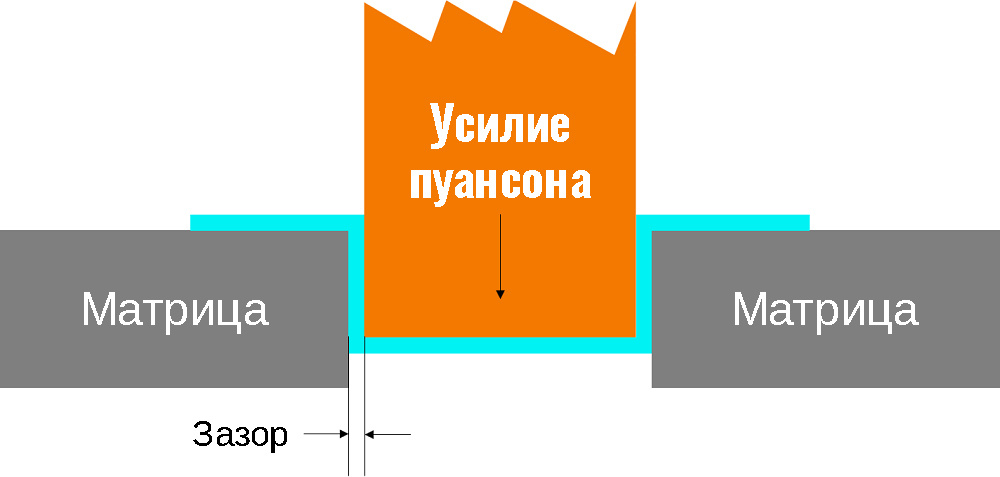
Благодаря оптимальному зазору между пуансоном и матрицей можно получить, сбалансированное усилие заготовки, хорошее качество штамповки, а также увеличенный срок службы пресс-форм.
Рекомендуемая таблица зазоров пуансонов и штампов (см. таблицу 1 ниже)
Для определения величины зазора штампа обычно используются эмпирические формулы и диаграммы.
Благодаря опыту, человек который долгое время работал оператором координатно-револьверного пресса с ЧПУ, будет понимать и знать множество различных параметров, в том числе требования к материалу, размеру и точности внешнего вида, а также о том, как спроектировать пресс-формы для успешного производства квалифицированной продукции, как сократить частоту ремонта пресс-форм, время ремонта и т.д.
Когда они получают чертежи изделия, они, естественно, думают о структуре формы и различных значениях.
Зазор между пуансоном и матрицей оказывает большое влияние на качество штамповки и срок службы штампа.
Поэтому при проектировании штампа мы должны выбрать соответствующий зазор, для обеспечения качественного поперечного сечения и точности размеров штампованных деталей в соответствии с требованиями продукта.
Кроме того, требуемое усилие пробивки невелико, что увеличивает срок службы штампа.
Однако разумный зазор, определяемый исходя из требований к качеству, усилию пробивки, сроку службы штампа и т.д. не совпадают, но близки друг к другу.
Учитывая отклонения в изготовлении штампов и износ в процессе эксплуатации, обычно выбирается соответствующий диапазон в качестве разумного зазора в реальном производстве.
Пока зазор находится в пределах этого диапазона, может быть выбита хорошая деталь. из.
В процессе производства штамп будет постоянно изнашиваться, что приведет к увеличивая зазора.
Поэтому при проектировании нового штампа следует принимать минимальное разумное значение зазора при проектировании и изготовлении нового штампа.
Согласно опыту заводских мастеров в исследовании и совершенствовании пресс-форм в течение многих лет, детали с высокой размерной точностью и высокими требованиями к перпендикулярности поперечного сечения следует использовать меньшие значения зазоров.
Однако для штампованных деталей с низкими требованиями к перпендикулярности сечения и точности размеров можно использовать большие значения зазора для уменьшения усилия пробивки и увеличения срока службы штампа.
Как же определить зазор между пуансоном и штампом?
Как правило, существует два метода - по опыту и по формуле.
Процентное отношение зазора штампа к толщине материала:
(Таблица 1) Таблица рекомендуемых зазоров штампа
| Толщина (мм) | Алюминий (мм) | Низкоуглеродистая сталь (мм) | Нержавеющая сталь (мм) |
| 1.00 | 0.15 | 0.20 | 0.20 |
| 1.50 | 0.23 | 0.30 | 0.40 |
| 2.00 | 0.30 | 0.40 | 0.50 |
| 3.00 | 0.60 | 0.75 | 0.90 |
| 4.00 | 0.80 | 1.00 | 1.20 |
| 5.00 | 1.00 | 1.25 | 1.75 |
| 6.35 | 1.60 | 2.00 | 2.22 |
Его величину можно рассчитать по следующей формуле для пуансонов и матриц:
Мягкие материалы:
Твердые материалы:
Согласно соотношению треугольника ABC, величина зазора С можно может быть получена как:
c =( t – h0 ) tanβ = t (1-h0/t) tanβ
h0 - глубина проникновения пуансона;
Β - угол между направлением максимального напряжения сдвига и вертикальным направлением.
Из вышеприведенного уравнения следует, что зазор C связан с толщиной материала t, относительной глубиной проникновения h0/t и направлением щели β. Стоит заметить, что h0 и β связаны с природой материала, чем тверже материал, тем меньше величина h0/t.
Поэтому основными факторами, влияющими на величину зазора, являются свойства материала и толщина материала. Чем тверже или толще материал, тем больше значение зазора между штампами.
Советуем вам прочитать статью опубликованную в нашем блоге ранее: «Какой инструмент выбрать для листогибочного пресса?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 2
2
Гидравлический листогибочный пресс MetalTec HBM 125/3200М E22
Усилие 125 тонн. Длина гиба 3200 мм. Расстояние между колоннами 2500 мм. Глубина зева 320 мм. Мощность двигателя 7,5 кВт.
2 614 463 ₽


Кривошипная гильотина с электроприводом Q11-4x2500
Рабочая длина 2500 мм. Рабочая толщина 4 мм.
1 028 280 ₽
Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!