Лист из нержавеющей стали является излюбленным материалом для клиентов во многих областях.
Продукция, изготовленная из него, имеет отличные характеристики во всех аспектах и обладает относительно длительным сроком службы. В настоящее время широко используется в машиностроении, строительстве, производстве посуды, железнодорожного транспорта и других отраслях промышленности.
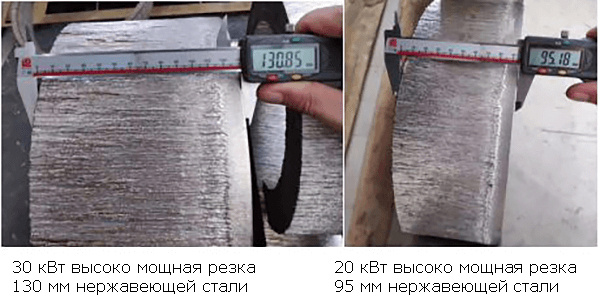
В настоящее время для резки большинство листов из нержавеющей стали выбирают лазерную резку, но если вы собираетесь резать толстые пластины из нержавеющей стали, то для этого необходимы определенные навыки.
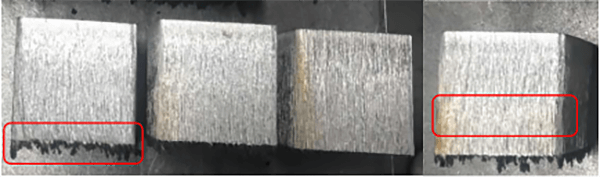
Самую большую сложность при обработке слишком толстых листов из нержавеющей стали создает зашлакование реза. Достичь хорошего результата поможет азот высокой чистоты.
Подробнее про нержавеющую сталь вы можете прочитать в нашем блоге по ссылке.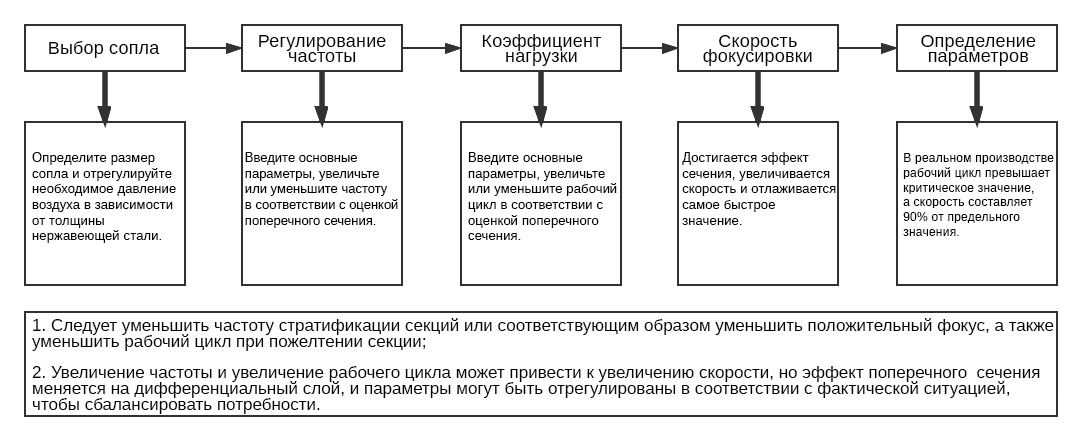
Размер диаметра сопла определяет форму воздушного потока, поступающего в разрез, площадь диффузии газа и скорость потока газа, что влияет на удаление расплава и стабильность резки.
Если поток воздуха в разрез большой, скорость высокая, а положение заготовки в потоке воздуха соответствующее, то способность струи удалять расплавленный метал будет сильнее.
Чем толще нержавеющая сталь, тем большее сопло следует использовать, тем выше значение давления воздуха, давление и поток должны быть, чтобы обеспечить эффект нормального поперечного сечения.
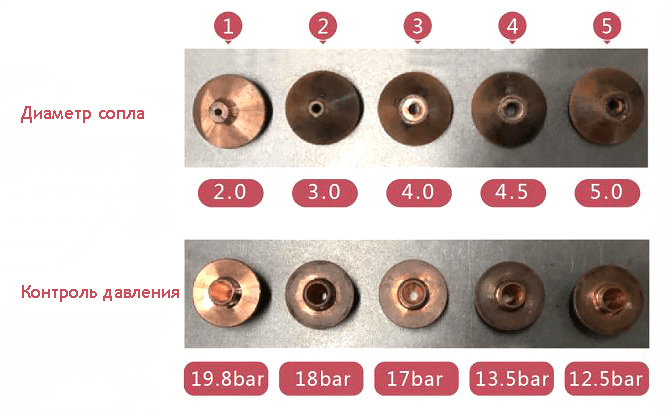
Примечание: давление воздуха при фиксированном расходе и с различными размерами сопел
Чем толще нержавеющая сталь, тем сопло большого размера следует использовать, а чем больше настройка пропорционального клапана, тем больше должен быть расход для обеспечения давления и уменьшения эффекта нормального поперечного сечения.
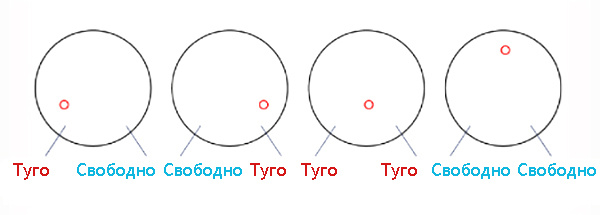
В то же время, чтобы гарантировать эффект резания и защитить сопло от повреждений, перед процессом резки необходимо провести коаксиальный тест. Также необходимо провести коаксиальное тестирование перед процессом резки, чтобы убедиться, что сопло и выходной луч лазера соосны.
Метод испытания: Приклейте прозрачную бумажную ленту к торцевой поверхности выходного отверстия сопла, отрегулируйте выходную мощность лазера для пробивки, наблюдайте, есть ли центральное отверстие на прозрачной бумажной ленте и положение центрального отверстия, синхронно регулируйте регулировочный винт на ручке зеркального резонатора, пока пробитое лазером отверстие на прозрачной бумажной ленте не совпадет с центром сопла.
Влияние изменения частоты на резку листа нержавеющей стали: при уменьшении частоты с 500 до 200 Гц, эффект поперечного сечения резки становится тонким, а слоистость постепенно улучшается.
Частота следования импульсов зависит от задач обработки. При резке небольших контуров или при врезании в режиме ступенчатой мощности рекомендуется небольшая частота следования импульсов. Изменяя частоту, можно найти оптимальный диапазон частот.
Чтобы обеспечить наилучшее поперечное сечение реза, необходимо, чтобы количество импульсов и энергия одного импульса идеально совпадали.

| Частота | 500 HZ | 400 HZ | 300 HZ | 200 HZ |
| Коэффициент нагрузки | 55% | 55% | 55% | 55% |
Регулировка соотношения нагрузки при резке листа из нержавеющей стали: соотношение нагрузки 53% является критическим значением. Если продолжать снижать коэффициент нагрузки, то на нижней поверхности появляются следы непрорезания, участок становится шероховатым, расслоение очевидным, а при увеличении коэффициента нагрузки до 60% поверхность реза становится желтой.
| Частота | 200 HZ | 200 HZ | 200 HZ | 200 HZ |
| Коэффициент нагрузки | 52% | 53% | 55% | 60% |
Перед тем как начать резать металл необходимо установить оптимальное фокусное расстояние между лазерной головкой и разрезаемым материалом.
Разные материалы и толщины должны быть настроены на разный фокус.
Перед резкой, после измерения фактического нулевого фокуса, обращайтесь только к параметрам процесса резки, чтобы быстрее определить наиболее подходящий фокус резки.
| Частота | 200 HZ | 200 HZ | 200 HZ | 200 HZ |
| Коэффициент нагрузки | 52% | 53% | 55% | 60% |
Примечание: Выше приведен метод отладки параметров, но конкретное значение должно быть определено в соответствии с лазерами разной мощности и пластинами разной толщины.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 1
1
Оптоволоконный лазер по металлу STL-1560FP/6000 Raycus
Размер рабочей области: 1500х6000 мм. Мощность лазера 6000 Вт. Лазерный источник Raycus.
 5
5
Оптоволоконный лазерный станок со сменным столом STL-1530EP/3000 Raycus
Рабочая зона 1500х3000 мм. Источник 3000 Вт Raycus. Сменный стол. Резка углеродистой стали до 20 мм, нержавеющей стали до 10 мм.
 2
2
Рабочая зона 6000×220 мм. Мощность лазера 3000 Вт. Лазерный источник Raycus. Сервостол. Активная поддержка труб. Нестинг.
8 самых эффективных моделей мобильных измельчителей. Выберите свою Вячеслав Нужен небольшой измельчитель веток на эл.двигателе для...
Калькулятор расчета расхода газа для лазерной резки металла Алексей Считайте как есть. Когда вы сверяете расчёты...
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2] Jay Самое главное рационально подобрать режимы, ну и...
Советы от профессионала: Как сверлить нержавеющую сталь Сергей Есть сверло автодело , кобальт, не берет профиль на...
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД






 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!