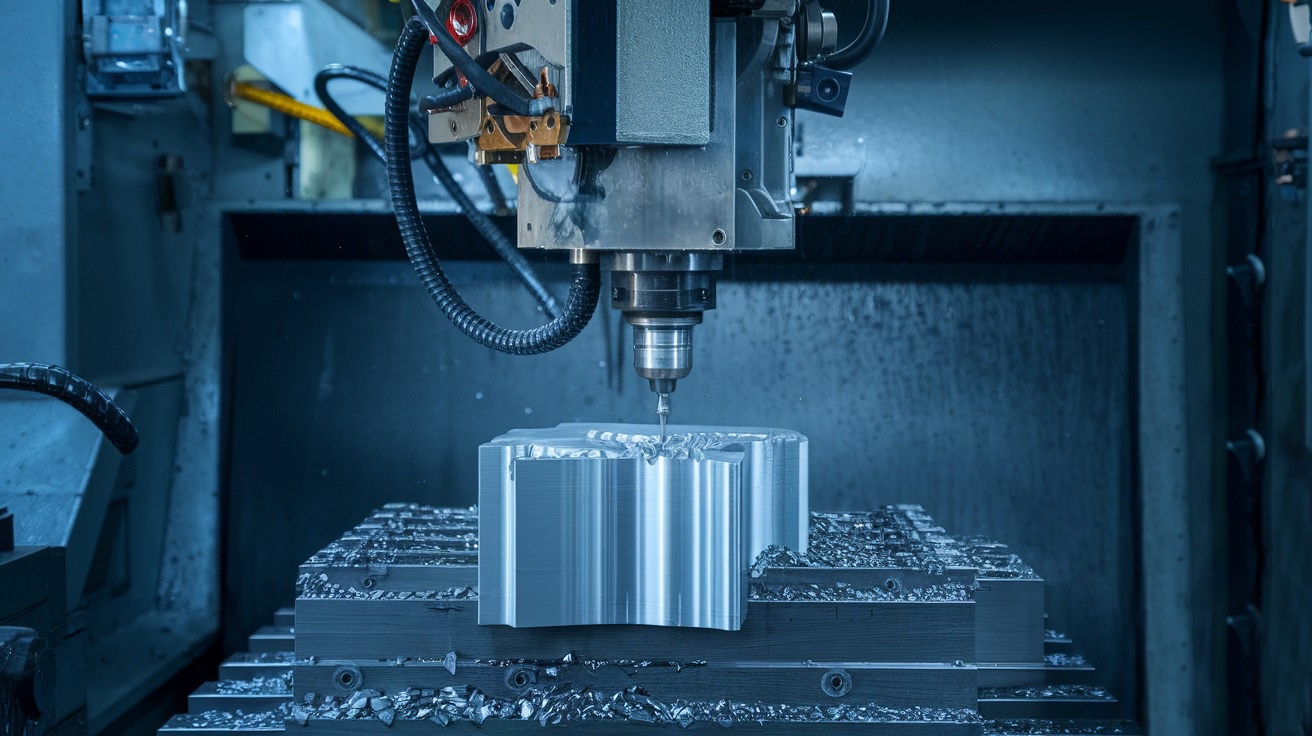
В процессе обработки часто возникают проблемы с вибрацией инструмента, что приводит к дребезжанию поверхности заготовки, высокой доработке и проблемам с количеством брака. Мы собрали 11 способов снижения вибраций при работе на фрезерных станках с ЧПУ в надежде, что это поможет всем вам!
Используйте острые пластины для уменьшения силы резания фрезерных станков с ЧПУ.
Зажимные пластины делятся на пластины с покрытием и без покрытия, и пластины без покрытия обычно острее, чем пластины с покрытием, потому что если на пластины наносится покрытие, они должны быть пассивированы по краю.
Это связано с тем, что острый край влияет на прочность соединения покрытия в месте кромки.
При резании на определенную глубину использование малого радиуса наконечника, несомненно, может уменьшить силы резания, особенно радиальные.
Радиальная сила резания является основным фактором, вызывающим вибрацию в инструментах с тонкими стержнями или заготовках.
Будь то обдирка или фрезерование, при одной и той же глубине резания, чем больше радиус дуги наконечника, тем больше склонность тонкого хвостовика к вибрации.
При выборе глубины реза следует избегать, чтобы глубина реза была равна радиусу дуги наконечника инструмента.
Для нарезания ключей тонким хвостовиком острого ножа или внешней обточки тонкого вала для снижения вибрации полезно использовать инструмент с основным наклоном 90 °.
Будь то внешний токарный инструмент, обтачивающий тонкий вал, или шпоночное отверстие в шпонке тонкого резцедержателя, это всегда 90°, и инструмент с главным углом смещения создает наименьшую радиальную силу резания.
В то же время кромка лезвия создает наибольшую осевую силу.
Для фрез с тонкими стержнями круглые пластинчатые фрезы наиболее благоприятны для гашения вибраций.
Фреза расположена напротив перемешивающей фрезы.
Чем ближе угол главного склонения к 90°, тем больше радиальная сила резания и тем больше вибрация оправки.
Когда фрезерные станки с ЧПУ используют концевые фрезы с тонкими стержнями для фрезерования глубоких полостей, часто применяется врезное фрезерование. Врезное фрезерование - это осевая подача инструмента, например, сверла, при фрезеровании глубоких полостей.
Свес длинного прутка обычно превышает диаметр прутка более чем в 3 раза, поэтому мы рекомендуем использовать врезное фрезерование с осевой подачей.
Однако пластина концевой фрезы имеет радиальную режущую кромку определенной ширины.
Поставщик инструмента имеет технические данные, подтверждающие максимальную ширину инструмента при вставке и фрезеровании.
При фрезеровании тонкостенных заготовок причина вибраций полностью исходит от заготовки, которая называется коробчатой или чашеобразной деталью.
Поскольку вибрация исходит от самой заготовки, основное внимание при фрезеровании таких деталей уделяется улучшению зажима заготовки.
При растачивании внутреннего отверстия чем меньше угол наклона кромки лезвия, тем лучше.
В результате дефект подложки очень велик, а площадь контакта между подкладкой и обрабатываемой поверхностью невелика, что затрудняет превращение вибрации в вибрацию.
Вероятность того, что вторичная режущая кромка выдавит стружку, также мала.
Если для торцевой фрезы используется фреза с редкими зубьями неравного шага, вибрация при фрезеровании может быть снижена.
Слово "зуб" здесь относится к лезвию. Торцовые фрезы одинакового диаметра (например, 100 мм) должны создавать на 50% меньше усилий при фрезеровании пятизубой фрезой, чем десятизубой, если они одинаково режут все три элемента.
Отрегулируйте параметры резки, что может быть эффективным только в том случае, если вибрация при резке не является сильной.
Общий метод регулировки следующий: уменьшите скорость вращения инструмента или заготовки, уменьшите глубину резания и увеличьте величину перемещения инструмента на оборот или фрезы на один зуб.
Если при нарезании внутренней резьбы возникает вибрация, шаг подачи для завершения можно уменьшить на 1 или 2 реза.
Рационализируйте технологическую траекторию лезвия. Правильная маршрутизация процесса очень важна для фрезерных операций.
Существует различие между прямым и обратным фрезерованием, и традиционная теория фрезерования описывает, что использование обратного фрезерования способствует снижению вибрации при фрезеровании, что на самом деле способствует подавлению вибрации, возникающей из-за зазора винта.
Большинство современных фрезерных станков оснащены шариковыми или роликовыми винтами, поэтому демпфирование обратного фрезерования не имеет большого значения.
Независимо от того, идет ли речь о фрезеровании вниз или вверх, до тех пор, пока направление силы фрезерования соответствует направлению зажима заготовки, можно устранить вибрацию частей гибочной плиты.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Токарная обработка с ЧПУ - процессы, операции и оборудование часть 1» и «9 Лучших проектов для начинающих операторов на фрезерном станке с ЧПУ».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!

 2
2
Вертикальный обрабатывающий центр с ЧПУ MetalTec TOPMILL 650S
Размеры стола 800x420 мм. Нагрузка до 500 кг. Перемещение по осям 650 / 450 / 510. Количество инструментов 16 шт.
 2
2
Вертикальный обрабатывающий центр с ЧПУ MetalTec TOPMILL 850S
Вертикальные многоцелевые обрабатывающие центры TOPMILL 850S предназначены для высокоточной обработки металла, для производства деталей и узлов машин и механизмов, пресс-форм и т.д. Такие операции как фрезерование, сверление, зенкерование, растачивание, нарезание резьбы, обработка двухмерных и трехмерных изогнутых поверхностей, обработка наклонных поверхностей.

Вертикальный фрезерный обрабатывающий центр KVL1000
Размеры рабочего стола, 1100 х 520 мм. Наибольшая нагрузка на стол, 750 кг. T - пазы стола, 5 х 18 х 100.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...



![Ручные пилы: рекомендации по точности [Часть 2]](http://www.stankoff.ru/files/blog/6cGMNrz6yWX75lliszNSFQ9lhualWchAxwBRTCiF.jpg)


 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!