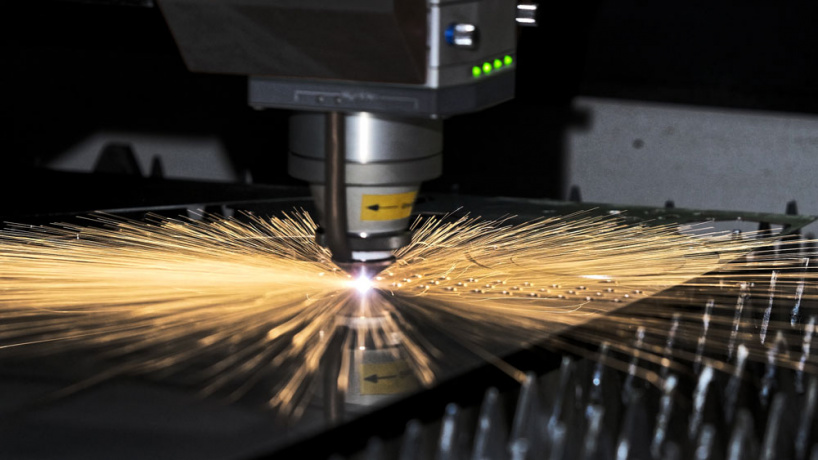
В последние годы оптоволоконные лазерные станки с ЧПУ для резки металлов стали очень популярным металлообрабатывающим оборудованием на рынке. По сравнению с лазерными C02 станками, лазерные оптоволоконные станки имеют значительные эксплуатационные преимущества при резке металлов и являются лучшим выбором в области высокоточной лазерной обработки. Лазерный станок для резки металла может быть использован для резки под прямым углом или со скосом, при этом режущая кромка будет гладкой, плоской и без заусенцев. Станок для лазерной резки металлов имеет абсолютные преимущества в эффективности работы, расходных материалах и защите окружающей среды, и это заслуженный высокотехнологичный продукт. Как продлить срок службы оптоволоконного станка для резки металла в повседневной работе? Stankoff.RU даст ответ по следующим трем аспектам.
Меры предосторожности для правильной работы станка лазерной резки металла:
Если вы хотите продлить срок службы станка для лазерной резки, вам сначала необходимо научиться тому как правильно работать со станком. Если во время резки металла на лазерном станке происходит сбой, это не только снижает эффективность работы, но и создает потенциальные опасности. Новички должны пройти обучение у профессионалов, прежде чем они смогут работать самостоятельно.
- Перед использованием станка оператор должен пройти профессиональную подготовку, чтобы понять принцип работы, структуру и характеристики оптоволоконного станка для лазерной резки.
- Выполняйте процедуру включения станка и резки металла в строгом соответствии с инструкциями производителя оборудования и его поставщика.
- Необходимо помнить, что станки для лазерной резки металлов предназначены только для резки металлов, а обработка иных материалов может привести к материальному ущербу и образования токсичных газов во время обработки.
- Операторы должны быть обеспеченны индивидуальными защитными очками в соответствии с правилами безопасности.
- Во время работы на лазерном станке для резки металлов оператор не должен покидать рабочее место. При необходимости отлучиться оператору надлежит приостановить выполнение программы резки и принять меры к невозможности ее случайного запуска в его отсутствии.
- Проводите подбор параметров резки на одиночных тестовых моделях прежде чем выполнять резку серийных деталей для минимизации отходов и производственных потерь.
- Источник лазерного излучения, координатный стол, аппаратный шкаф¸ чиллер и стабилизатор а также рабочая зона вокруг станка должны содержаться в чистоте и порядке, а сырье, полуфабрикаты, готовая продукция и отходы должны размещаться упорядоченным образом.
- В рабочей зоне станка должен быть размещен огнетушитель. Избегайте размещения легковоспламеняющихся материалов и ГСМ, а также мусора в рабочей зоне станка.
- При возникновении неисправности оборудования во время обработки, необходимо немедленно остановить станок, сообщить об этом своему непосредственному руководителю и принять меры к ее устранению.
Ежедневное обслуживание станка для лазерной резки металла:
В повседневном производственном процессе, если вы хотите продлить срок службы станка для лазерной резки металла и обеспечить долгосрочную и эффективную работу станка, необходимо проводить ежедневное техническое обслуживание станка.
- Каждый раз перед началом работы на лазерном станке для резки металла необходимо проверить, достаточно ли количества вспомогательного газа в газовом баллоне; Если в качестве вспомогательного газа используется воздух, необходимо проверить, достаточно ли его давления в воздушной магистрали. При лазерной резки различных металлов следует выбирать соответствующий вспомогательный газ. Примеси во вспомогательном газе, такие как углеводороды, пыль и водяной пар, неизбежно приведут к повреждению оптических элементов, вызовут рассеивание лазерного луча что сделает невозможным осуществить качественную обработку материала.
- Лазерная головка оснащена системой водяного охлаждения всех частей оптического тракта для обеспечения оптимального температурного режима компонентов и защиты от высокой температуры во время лазерной обработки. Необходимо регулярно проверять, уровень и температуру воды в чиллере нормативным значениям предписанным производителем, чтобы избежать повреждений компонентов оборудования и выхода их из строя.
- Проверьте газовый контур станка, водяной контур охлаждения, систему смазки, соединения, трубки масляной и пневматической магистралей на предмет утечек и общего технического состояния.
- По окончании работы надлежит производить очистку станка и его компонентов, убрать обрезь, отходы и мусор, проверить осмотром состояние детаей оборудования.
- По окончании работы необходимо своевременно удалять конденсат из рессивера воздушного компрессора через сливной кран в его основании.
- После завершения работ выключите станок в соответствии с этапами выключения, указанными в инструкциях.
Регулярное обслуживание станка для лазерной резки металла:
Если вы хотите, чтобы срок службы вашего станка для лазерной резки был долгим, необходимо проводить регулярное техническое обслуживание, в соответствие с планом ТО с учетом его загрузки.
- В процессе работы могут произойти соударения сопловой части режущей головки с деталями на координатном столе. Необходимо регулярно проверять сопловой аппарат режущей головки станка и своевременно заменять его, если будут выявлены критические повреждения. Регулярно проверяйте чистоту защитного стекла внутри режущей головки и очищайте ее соответствующим образом.
- Обслуживание чиллера — необходимо проверить уровень воды в баке и при необходимости долить ее. Проверять температуру воды и ее соответствие нормативным требованиям, при необходимости отрегулировать соответствующее значение и заменить воду. Проверить систему охлаждения на предмет утечек или засорений. Проверить пылевой фильтр чиллера и произвести его чистку.
- Координатная система — проверить подключения электропроводов по всем осям, подключения воды, газов и лазерной головки. Проверить электрические соединений всех приводов, а также работоспособность операции аварийной остановки. Проверить систему безопасности и оповещения. Проверить кабель каналы на наличие повреждений, загрязнений, перегибов и деформации. Проверить все воздушные, газовые и водяных соединений на предмет утечек, перегибов и деформаций. Проверить, не ослаблены ли крепежные винты каждой части станка. Направляющие и зубчатые рейки следует регулярно очищать от налёта, отработанной смазки, продуктов износа.
- Автоматический насос подачи смазки — оптоволоконные лазерные станки оснащены автоматическим насосом для смазки. Когда количество масла в насосе слишком мало, необходимо своевременно заполнять масляный насос маслом. Категорически запрещается использовать твердые смазочные материалы во избежание любых засоров в системе.
Как решить возникающие проблемы:
Станки для лазерной резки металлов — это широко используемое оборудование и некоторые проблемы неизбежно возникнут вовремя его использования. Как решить проблемы и минимизировать потери?
Если у вас есть опыт работы и обслуживания оптоволоконных лазерных станков, вы сможете решить некоторые проблемы самостоятельно. Тем не менее, большинство пользователей станков для лазерной резки используют это оборудование впервые и никогда раньше не эксплуатировали его. В этом случае вы можете обратиться в сервисный отдел нашей компании, а профессиональная команда специалистов выполнит весь ряд послепродажного обслуживания, а возможные возникающие проблемы будут решены своевременно и эффективно.
График технического обслуживания оптоволоконного станка:
Подробнее про график и перечень необходимых технических работ вы можете узнать в рекомендуемом нами плане технического обслуживания лазерных оптоволоконных станков для резки металла.





 9
9








 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Рассказаны важные и нужные советы, большое спасибо