

Несмотря на то, что компания Станкофф в первую очередь станкоторговая компания, нам всегда были интересны амбициозные проекты народных умельцев. И мы просто не могли не опубликовать перевод такой интересной и подробной статьи-инструкции по созданию гидравлического листогиба своими руками.
Если вы хотите чтобы у вас были чистые изгибы стального листа, вам понадобится хороший листогибочный пресс. Нет никаких способов обойти этот пункт. Но почему бы не сделать его самостоятельно? Звучит устрашающе, правда? С чего начать? Какой размер листогибочного пресса вам действительно нужен? Чтобы помочь ответить на эти и другие вопросы, вот шаги, которые я предпринял для создания собственного гидравлического листогибочного станка.

Прежде чем вы начнете, хорошо иметь общее представление о том, как работают эти машины.
Что делает листогибочный пресс ? Он позволяет выполнять изгибы листового металла и толстого стального листа.
В том, как работает листогибочный пресс, нет ничего сложного. На эскизе вы можете увидеть основные компоненты.
Имейте в виду, что существуют и другие версии, которые работают иначе.

Во-первых, спросите себя: Какую максимальную толщину и ширину стали, по вашему мнению, необходимо согнуть? Ответ на этот вопрос поможет вам в остальной вашей сборке.
Мне нужно было согнуть сталь толщиной 3/16 дюйма (4,76 мм.) на участке шириной 4 фута (1,22 м.). В результате получилась довольно большая машина.
Независимо от того, насколько большой или маленький станок вам нужен, вы можете применить эти же этапы процесса для создания собственного листогибочного пресса.
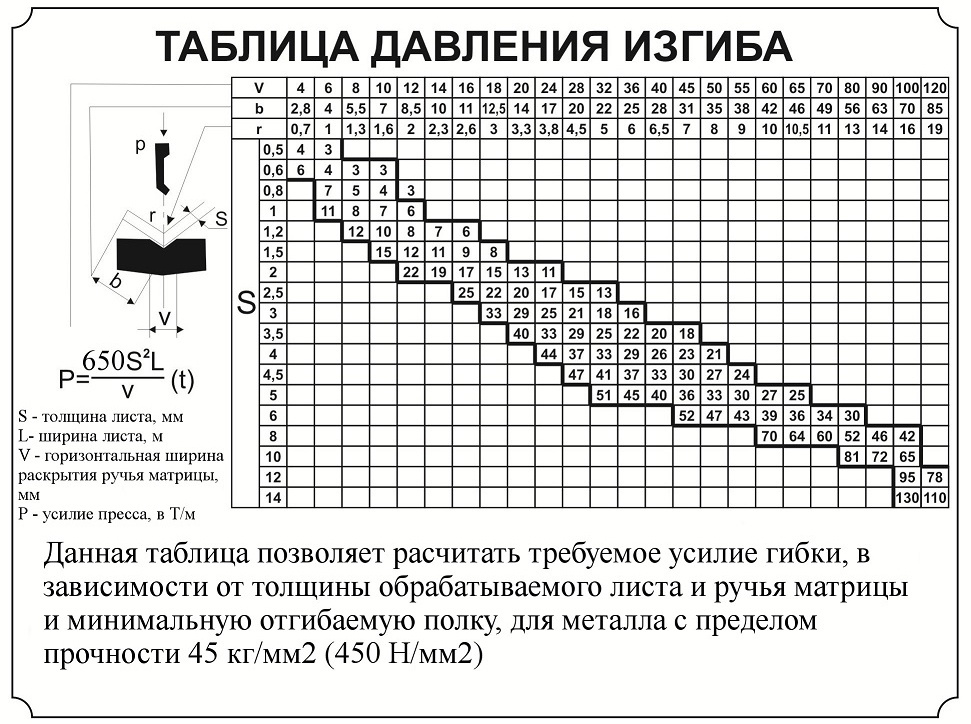
Прилагается таблица грузоподъемности листогибочного пресса для стали c пределом прочности 450 кг/мм². Если вы будете работать с другими материалами, такими как нержавеющая сталь или алюминий, вы можете легко найти таблицы для них в Интернете. В левой части таблицы представлены варианты толщины стали. В верхней части таблицы указаны варианты размера «v-образного отверстия». В середине диаграммы показана сила в тоннах на погонный метр.
Это самая важная часть всего процесса - планирование работы и работа по плану .
Во-первых, подумайте, какие инструменты и оборудование у вас есть, чтобы помочь вам с этой сборкой. В моей личной мастерской имеется широкий выбор производственного оборудования. Не волнуйтесь, вам не нужно оборудование такого уровня для создания собственного листогибочного пресса. Однако имеющееся в вашем распоряжении оборудование может повлиять на ваш дизайн. Например, у меня есть фрезерный станок, который я использовал для фрезерования моих верхних гибочных штампов. Если у вас его нет, вы можете сделать гибочную матрицу из углового железа и плоского прутка или даже купить имеющуюся в продаже гибочную матрицу и адаптировать ее к своей конструкции.
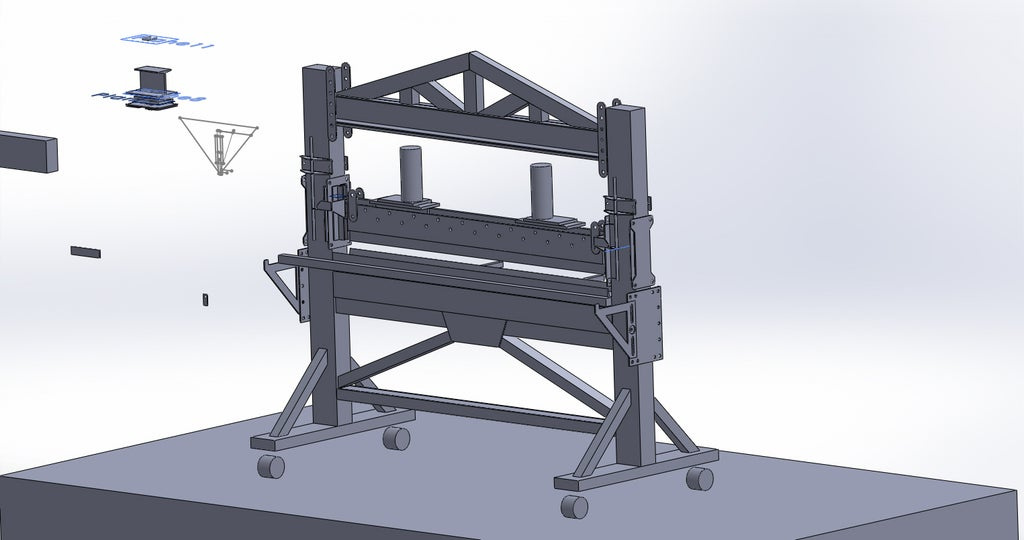
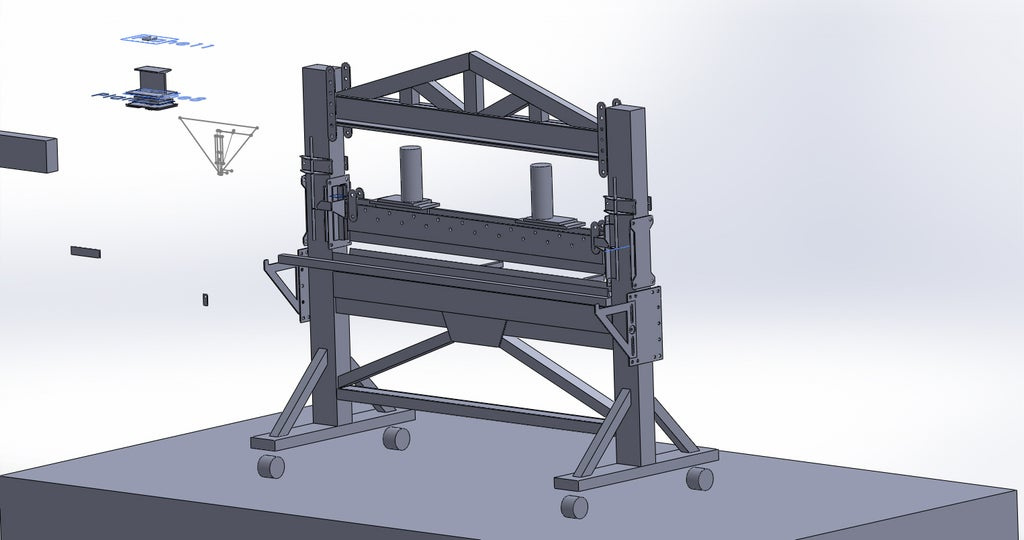
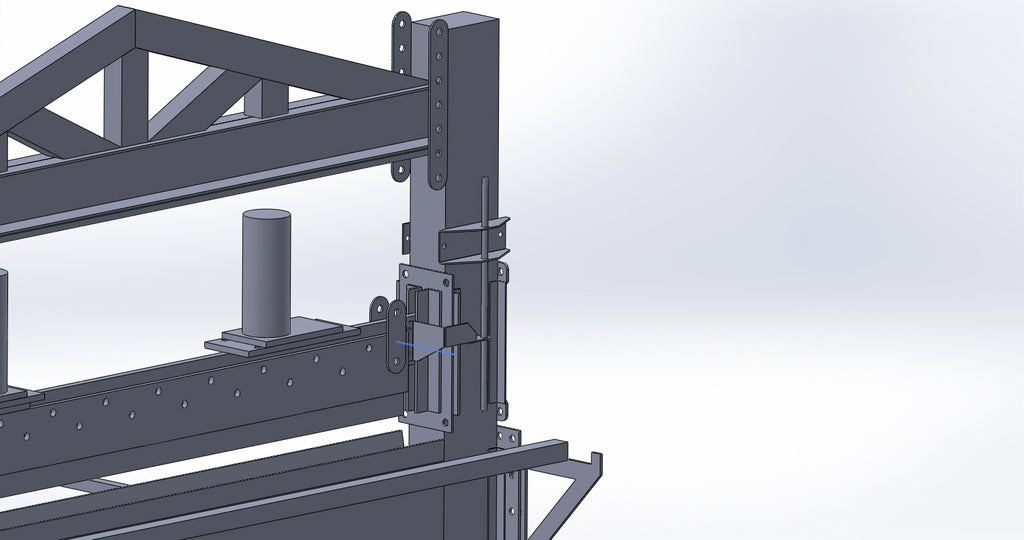
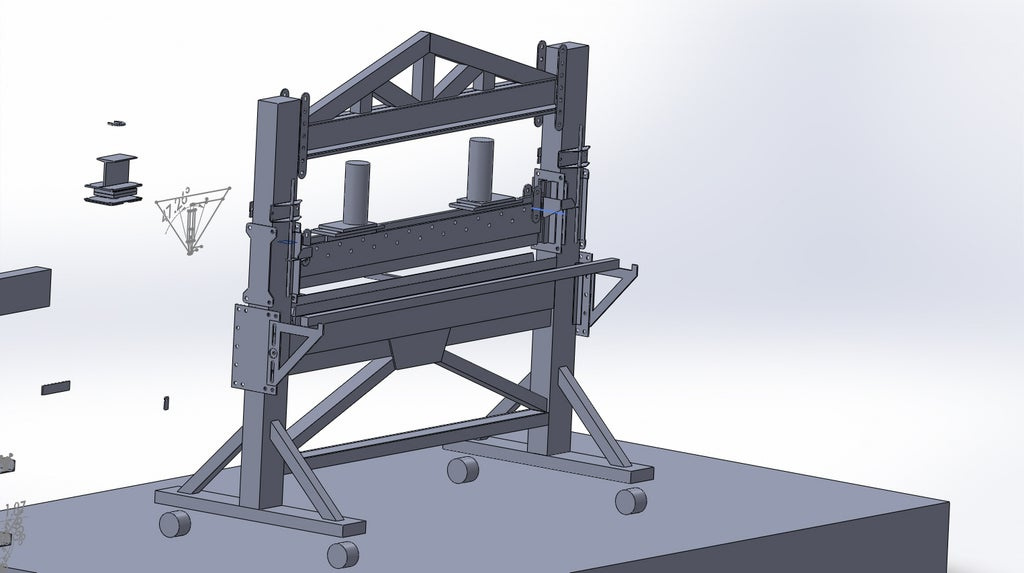
Прилагаю несколько эскизов моей конструкции листогибочного пресса. Autocad и Fusion 360 - отличные варианты для моделирования САПР. Если вам удобнее делать наброски от руки, они тоже подойдут. Важная часть - убедиться, что вы продумали и спланировали все детали, большие и маленькие.
Несколько примечательных особенностей моего дизайна:
Какой размер материалов вам нужно использовать? Не углубляясь в инженерные расчеты, вы можете просто найти в Интернете машины аналогичного размера и посмотреть, какие материалы использовали другие люди для изготовления своих.



С вашим набором дизайнов неплохо создать полный список всех материалов, которые вам понадобятся. Чем больше деталей, тем лучше - даже с разбивкой на конкретные типы материалов и длины, которые вам нужно вырезать. Затем вы можете получить все свои материалы и детали одновременно - мне нравится иметь все детали под рукой, прежде чем я начну сборку.
Вот материалы и детали, которые я использовал для своей машины:



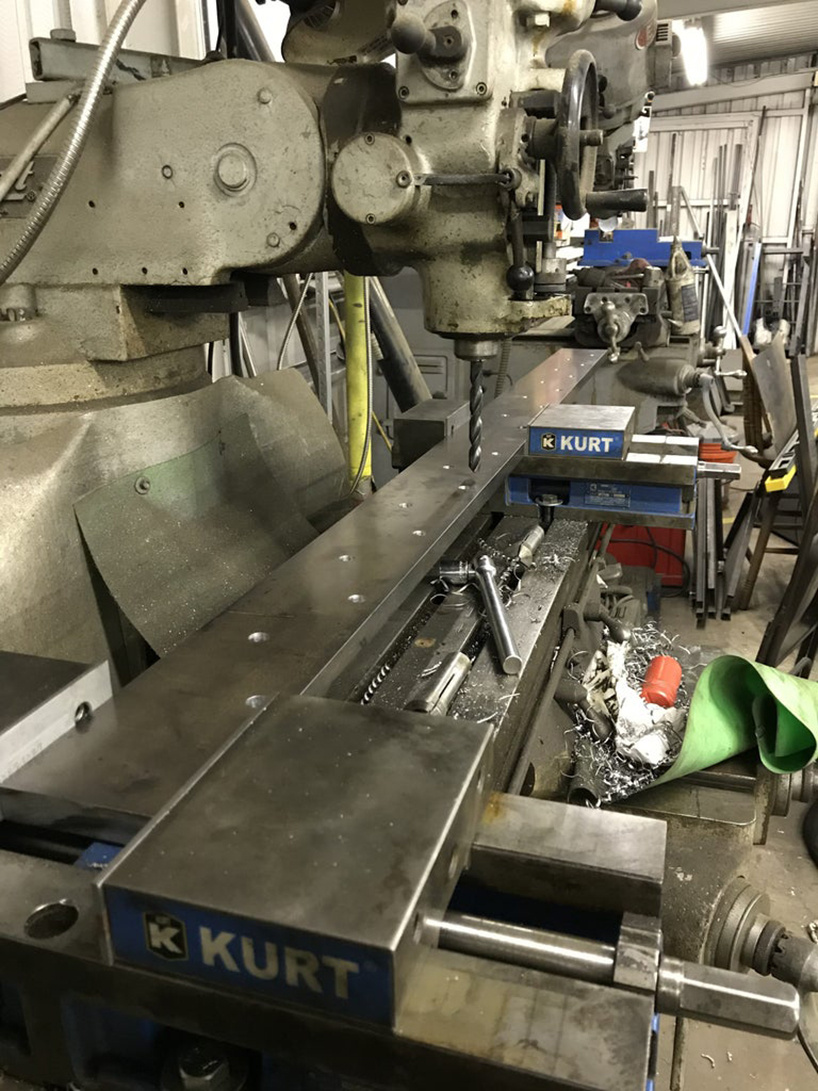
Используя детальный дизайн и список деталей, проработайте все детали, необходимые для основной рамы. На этом этапе я предлагаю вырезать детали только для основной рамы. Все остальные детали можно вырезать позже, просто на случай, если у вас возникнут проблемы с основной рамой, которые приведут к изменениям в общей конструкции.
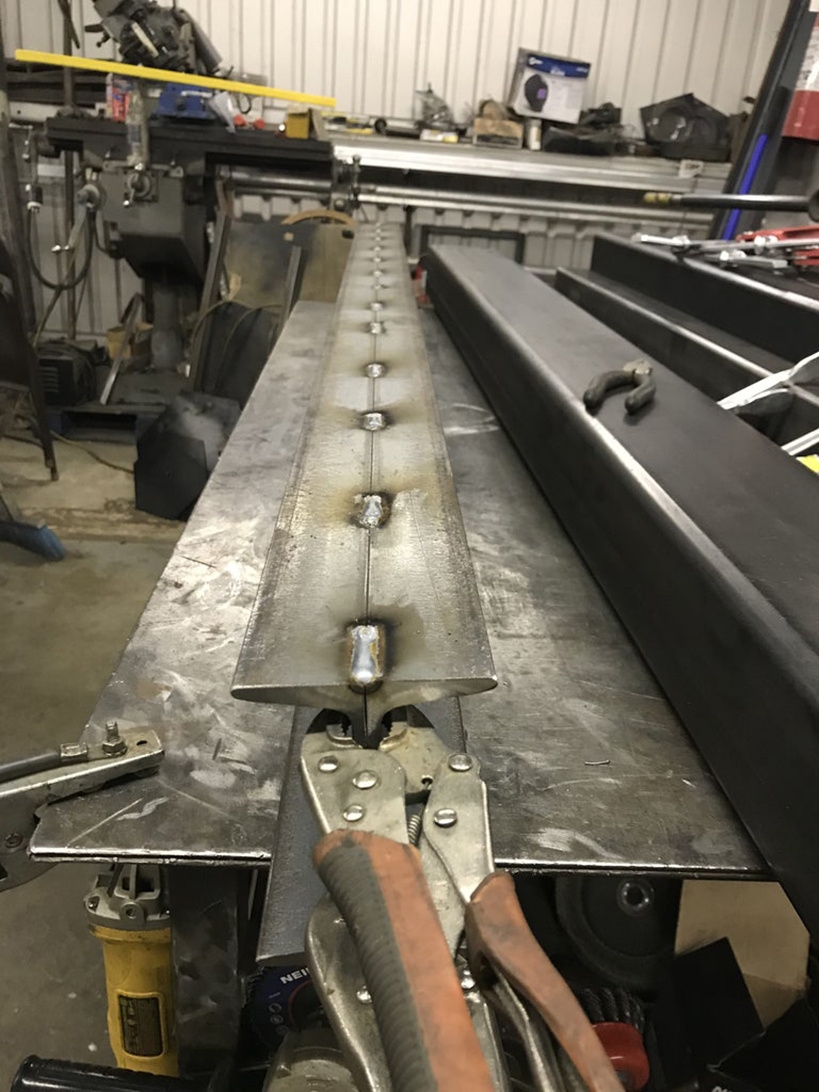
На фотографиях, показанных здесь, я вырезаю прямоугольную трубу и c-образный канал необходимой длины с помощью абразивно-отрезной пилы. Я также начал сваривать вместе некоторые узлы основной рамы.

 1
1
Листогибочный 2-осевой гидравлический пресс HBM 63/2500С TP10S
Усилие, 63 Т. Длина гиба, 2500 мм Расстояние между колоннами, 2050 мм*.
 2
2
Синхронизированный гидравлический листогибочный станок с ЧПУ HBC 135/3200 4 axis
Усилие 135 тонн. Длина гиба 3200 мм. Расстояние между колоннами 2600 мм. Глубина зева 320 мм. Мощность двигателя 7,5 кВт.
 1
1
Листогибочный 2-осевой гидравлический пресс HBM 160/3200С TP10S
Усилие, 160 Т. Длина гиба, 3200 мм Расстояние между колоннами, 2600 мм*.


Вырезав все детали для основной рамы, убедитесь, что у вас есть плоская и ровная поверхность, доступная для сборки. Если у вас есть стол для сварочных приспособлений, то даже лучше. Я использовал лист стали толщиной 1/4 дюйма (6,35 мм.) с несколькими прямоугольными трубками и шайбами, чтобы создать ровную поверхность.


После того, как вы подготовили рабочую поверхность, лучше всего начать с той области основной рамы, где будет располагаться ваша нижняя гибочная матрица. Как только эта часть будет квадратной и правильной, вы можете использовать ее в качестве основы для построения остальной части вашего кадра.
Несколько советов для этого этапа:
Мой сварочный аппарат:


После того, как сердцевина вашего каркаса будет надежно соединена, вы можете приступить к добавлению распорок и ферм. Если вы делаете пресс меньшей мощности, этот уровень работы с распорками и фермой может не понадобиться.
После того, как все ваши скобы и фермы прикреплены и вы убедились, что все верно и правильно, вы можете приступить к полной сварке своей внешности. Помните, что симметрично расположенные и равномерно расположенные сварные швы помогут свести к минимуму тепловую деформацию.

Гидравлический листогибочный пресс KRRASS PBS 110/2500 4 axis
Усилие – 110 тонн, Длина гиба – 2500 мм, Расстояние между колоннами – 2000 мм, Глубина зева – 410 мм, Макс. раскрытие – 545 мм, Мощность – 8,7 кВт.

Гидравлический листогибочный 6-осевой пресс KRRASS PBS 175/3200 6 axis
Усилие – 175 тонн, Длина гиба – 3200 мм, Расстояние между колоннами – 2700 мм, Глубина зева – 410 мм, Макс. раскрытие – 545 мм, Мощность – 13,2 кВт.

Гидравлический листогибочный пресс KRRASS PBS 50/1600 4 axis
Усилие, тонн - 50, Длина гиба, мм - 1600, Расстояние между колоннами, мм - 1250, Глубина зева, мм - 205, Макс. раскрытие, мм - 540, Мощность, кВт - 4,4.



На этом этапе ваша частично сварная рама должна быть достаточно жесткой, чтобы отрываться от рабочей поверхности, чтобы вы могли полностью сварить все остальное. Из-за размера моей машины вилочный погрузчик был просто необходим. Меньшие прессы можно легко перемещать с помощью подъемника для двигателя или даже вручную для настольных версий.
Продолжайте использовать симметричные и равномерно расположенные сварные швы, чтобы уменьшить тепловую деформацию.




Теперь, когда ваш основной каркас готов, найдите время, чтобы измерить его и сравнить с исходным дизайном. Убедитесь, что рама прямая и квадратная. Если требуются какие-либо корректировки или модификации, сейчас самое время их внести.




Теперь вы можете отложить основную рамку и сосредоточиться на оставшихся частях и деталях.
Я использовал пластину толщиной 1/4 дюйма (0,64 см.) для большинства своих деталей, но ваш материал будет варьироваться в зависимости от мощности вашего пресса.
Мой станок для плазменной резки с ЧПУ позволил мне эффективно использовать уникальные формы и особенности. Однако изготовление деталей, которые выполняют ту же функцию, легко выполнить с помощью стандартных инструментов для изготовления (отрезные пилы, сверлильные станки, шлифовальные машины), вам просто нужно будет учесть это на этапе проектирования, как упоминалось ранее.
Вот разбивка различных частей моей машины:

Я изготовил свои штампы из холоднокатаной стали 1018, которая имеет немного более высокую твердость, чем обычная сталь. Тем не менее, я видел, как несколько человек без проблем создавали свои собственные штампы из простой стали.
Моя нижняя матрица сделана из 5-дюймового (12,7 см.) c-образного канала и сплошного круглого стержня диаметром 1,5 дюйма (3,81 см.). Стержни находятся внутри с-образного канала, а для регулировки расстояния между стержнями используются прокладки. Другими распространенными вариантами являются изготовление нижнего штампа из углового железа, изготовление штампа из цельного материала или покупка имеющегося в продаже штампа и адаптация его к вашей машине.

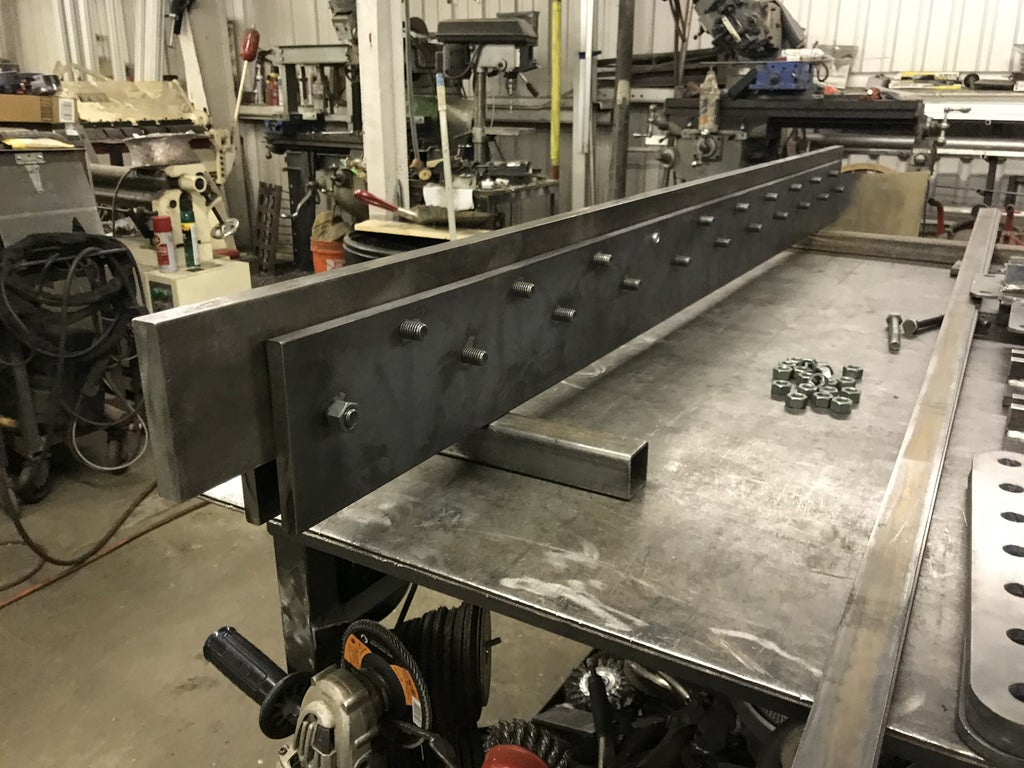

Это компонент, на котором держится моя верхняя матрица. Я построил эту сборку из холоднокатаного плоского прутка 0,75 (1,9 см.) x 4 дюйма (10,16 см.) и горячекатаного плоского прутка 0,5 (1,27 см) x 5 дюймов (12,7 см.). Равномерно расположенные болты 1/2 дюйма (1,27 см.) соединяют все три части вместе. Отверстия просверливали на моем фрезерном станке. Только этот узел гибочного ножа весит примерно 300 фунтов (136 кг.).
Я разработал этот узел для простой и эффективной установки и снятия штампов гибочного ножа. Я просто откручиваю болты с помощью электрического ключа, и секции гибочного лезвия выпадают.



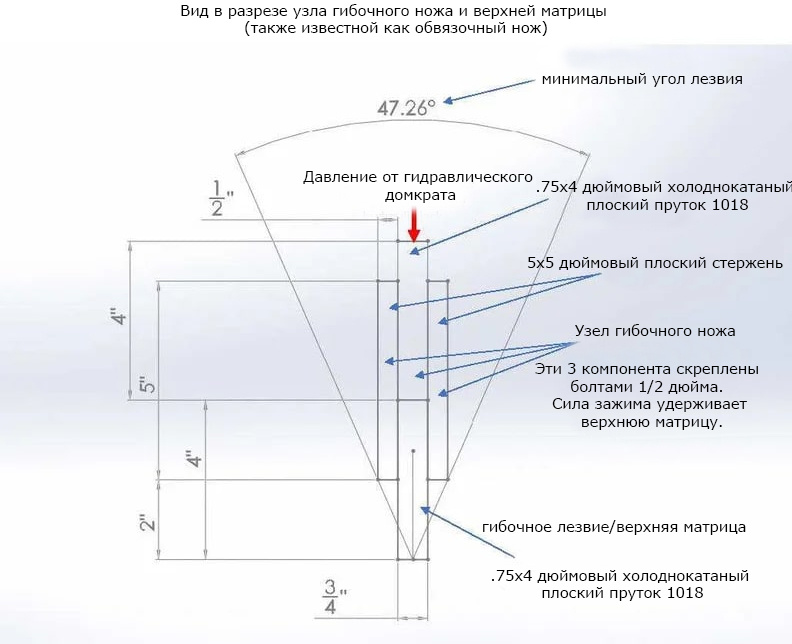
Моя верхняя матрица (также известная как гибочное лезвие) сделана из плоского стержня толщиной 0,75 дюйма (1,95 см.) и шириной 4 дюйма (10,16 см.). Я использовал свой фрезерный станок, чтобы создать угол на лезвии. Вы также можете сделать лезвие из углового железа, если у вас нет доступа к фрезеру. Третий вариант - купить имеющуюся в продаже матрицу и адаптировать вашу машину к ней.
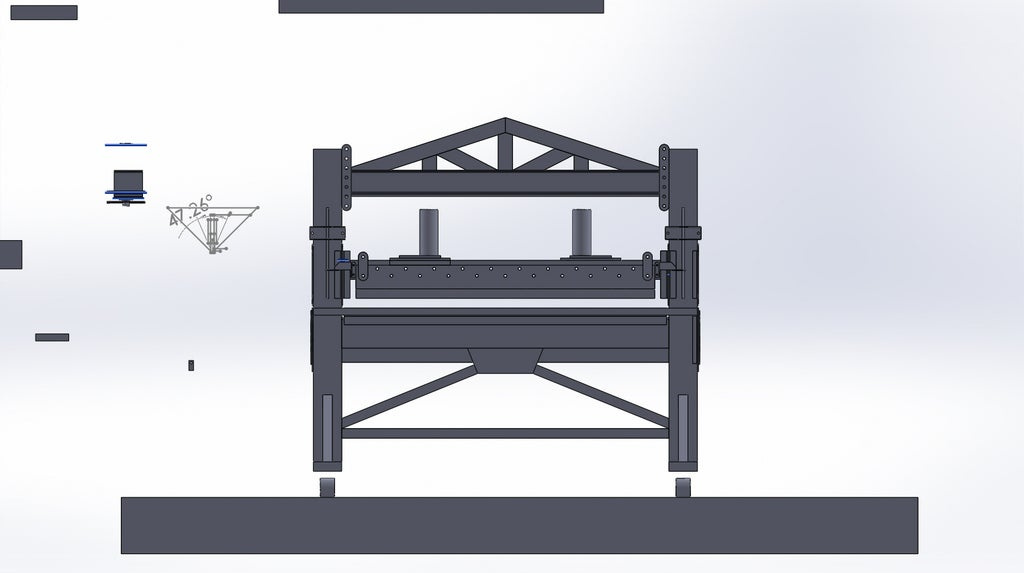
Как я определил угол наклона лезвия: см. Прилагаемый эскиз в разрезе. Исходя из геометрии, минимально достижимый угол лезвия составляет 47,26 градуса, в этот момент обрабатываемая деталь начинает сталкиваться с узлом гибочного лезвия. Таким образом, я настроил фрезу на обработку под углом 24 градуса с обеих сторон лезвия.
Впоследствии я разрежу лезвие на более мелкие «пальцы», которые позволят мне выполнять операции гибки короба и панорамирования.


Теперь у меня есть основная рама, все незакрепленные детали, а также полностью завершенные сборки нижней и верхней штампов. Прежде чем собирать все вместе, разумно провести быструю проверку всех компонентов, чтобы убедиться, что все достаточно сварено и построено в соответствии с вашими проектными требованиями.







Лучшая часть любой сборки - финальная сборка.
Несколько советов для этого этапа:
Мой процесс сборки:



Листогибочные прессы, доступные в продаже, обычно имеют несколько ключевых особенностей:
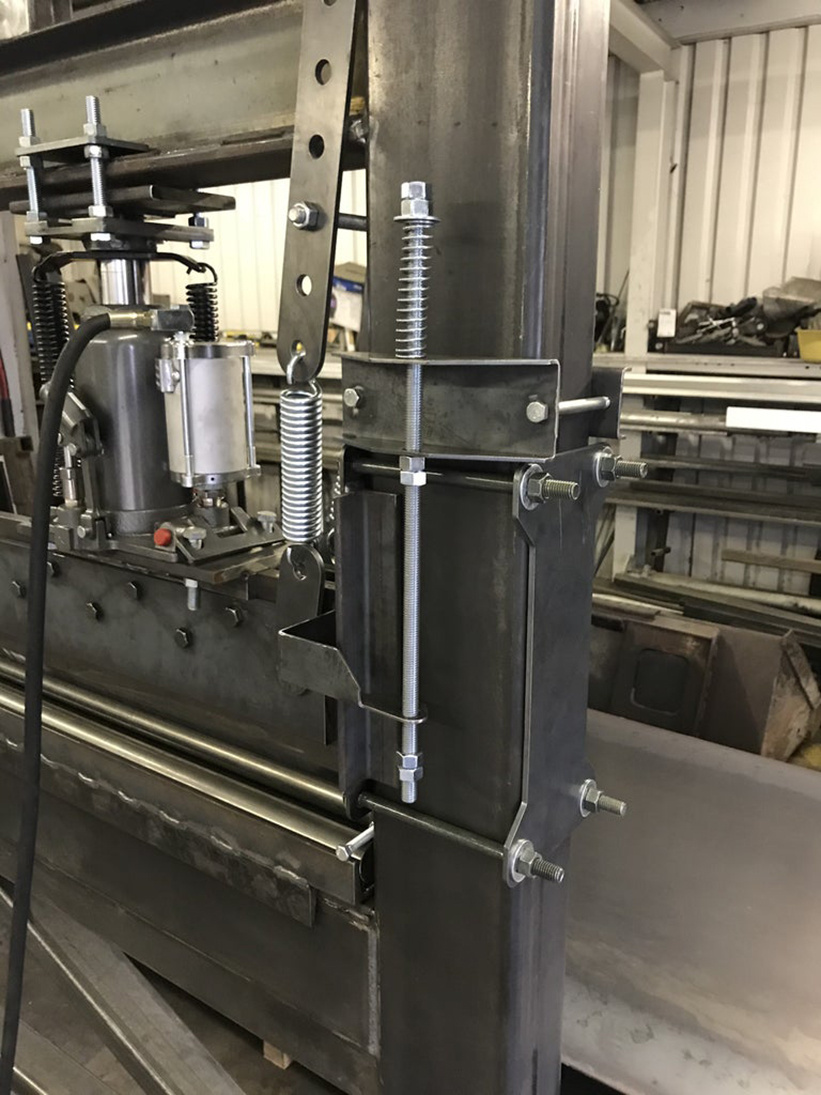
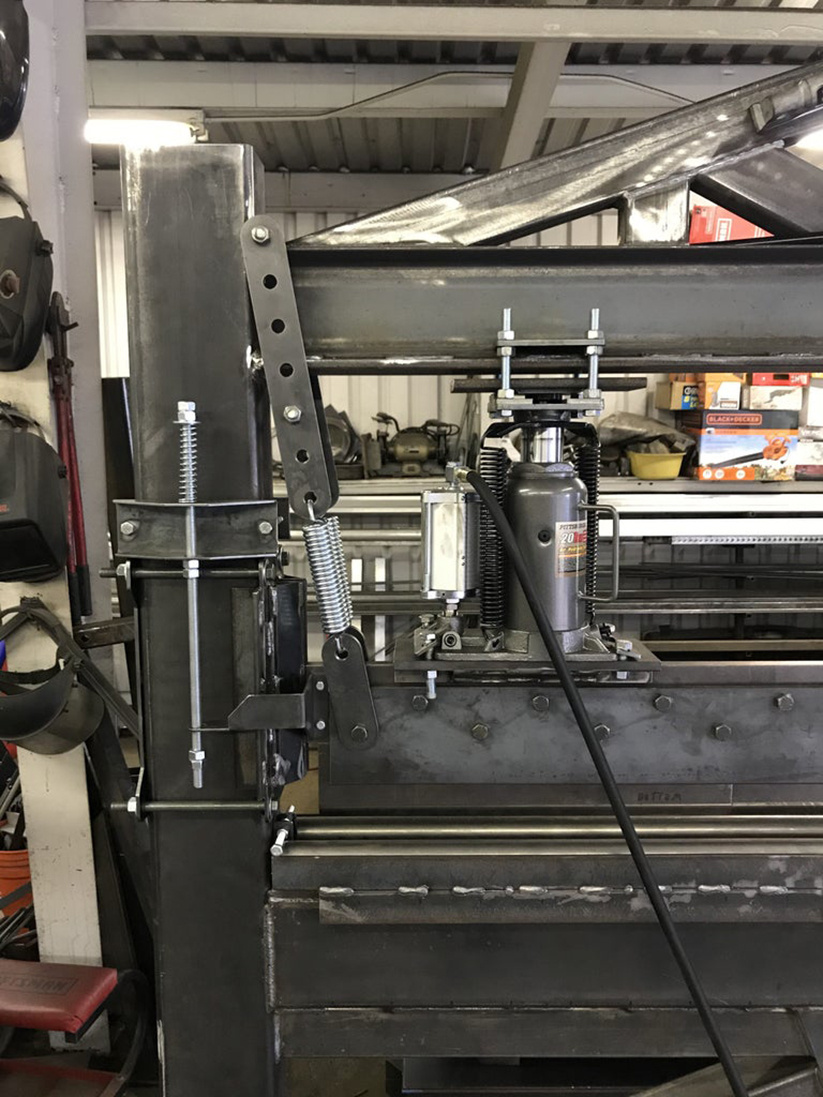
Моя конкретная машина не имеет ни одной из этих функций. Вместо этого я добавил следующее:


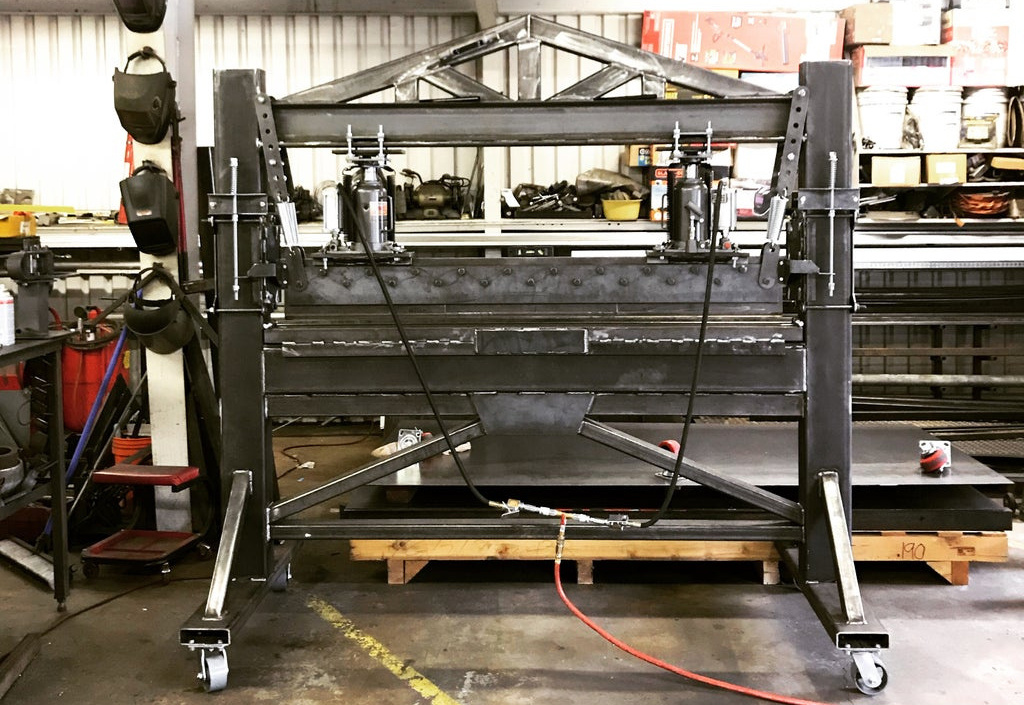
Вот несколько фото готовой машины. У меня есть планы добавить опорную планку для передней части и регулируемый задний упор сзади, но это придется отложить на потом.
Посмотрите следующий шаг, чтобы увидеть фото и видео работы машины.





Что касается управления, у меня есть оба гидравлических домкрата, соединенные вместе с одинаковыми муфтами и шлангами одинаковой длины. Перед заводскими спусковыми крючками для обоих домкратов расположен один 1/4 оборота клапана.
Я могу управлять машиной двумя способами:


Я потратил примерно 2 недели на проектирование и 1,5 недели на сборку листогибочного пресса. Общая стоимость всех материалов и деталей составила около 1000 долларов (73 тысячи рублей). Общий вес машины составляет около 1200 фунтов (545 кг.).
Спасибо за ознакомление с моей сборкой, и я надеюсь, что это предоставило полезную информацию для вашего собственного проекта листогибочного пресса!

Усилие – 135 тонн, Длина гиба – 3200 мм, Расстояние между колоннами – 2700 мм, Глубина зева – 410 мм, Макс. раскрытие – 545 мм, Мощность – 10,8 кВт.

Усилие, тонн - 80, Длина гиба, мм - 2500, Расстояние между колоннами, мм - 2000, Глубина зева, мм - 350, Макс. раскрытие, мм - 545, Мощность, кВт - 8,7.

Усилие 125 тонн. Длина гиба 3200 мм. Расстояние между колоннами 2500 мм. Глубина зева 320 мм. Мощность двигателя 7,5 кВт.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...






![Японская скамейка для сада своими руками [схемы прилагаются]](http://www.stankoff.ru/files/blog/X1Q9OVO4xM6QCyA6EQSSQwQXFk4pvnsEqRx1KN5A.jpg)



 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Дружище, посоветую тебе сделать стол подвижным. Снизу вверх давят цилиндры. Обратно под своим весом спускаются. Не надо заморачиваться с спружинами. Я себе сделал давно. Сэкономишь материал и высота будет маленькой. Обращайся могу отправить фото. +996704888805.
такой пресс длинной гиба 2500мм. (с другой кинематикой) у меня работает уже лет 15. на всей длине гнет #2. правда я его три раза дорабатывал. не хватало жесткости нижнего стола, вертикальных опор. да и сейчас нужна дальнейшая доработка, (в процессе эксплуатации выявляются слабые стороны) Могу отправить фото 89255897541
Занимаюсь разработкой гидравлического пресса на 50 тн и длиной гиба 1000 мм. Прошу оказать помощь (фотографии, чертежи, рекомендации) Спасибо!
Добрый день! можете отправить фото вашего станка
Фото пришлю на телефон, пришлите вопросы на тел ,8-925-589-75-41 прежний
Estoy interesado en fabricar mi propia dobladora hidráulica, podrías venderme los planos ( autocad o solidwords ) para poder fabricarla, vivo en la ciudad de cancun, México
whatsapp 9982146592
gracias