
Мечтаете создавать мебель из массива дерева, которая станет гордостью любого интерьера? Эта статья станет вашим гидом по всему процессу — от выбора идеальной древесины до финальной отделки готового изделия. Вы узнаете, как правильно подготовить материалы, разберёте ключевые этапы производства, и какое оборудование поможет вам создать настоящие шедевры. Внимание к деталям и соблюдение технологий сделают вашу мебель не только красивой, но и долговечной.
Процесс изготовления боковых стенок, крышки, дна и задней стенки мебели из массива древесины представляет собой сложный и многоэтапный процесс, требующий высокой точности и мастерства. Каждая операция выполняется с использованием специализированного оборудования, что гарантирует высокое качество и долговечность конечного изделия. Важность правильного выполнения всех этапов невозможно переоценить, так как они являются основой для создания эстетически привлекательной и функциональной мебели.
Процесс изготовления мебели из массива древесины начинается с раскроя клееного щита на заготовки с помощью форматно-раскроечного станка, обеспечивающего прямолинейный раскрой щита с припуском на последующую обработку. Важно, чтобы заготовки имели небольшие припуски, что позволит в дальнейшем обрезать их до нужного размера. Задняя стенка часто изготавливается из фанерного щита или ДВП, что также требует соответствующего раскроя.

Роликовая каретка. Размеры каретки 1600х375 мм. Наклон пилы 0-45°. Суммарная мощность 4,75 кВт. Масса 380 кг.
Следующим этапом является резка шпона. Листы шпона раскраиваются на заданный размер с помощью гильотины для шпона. Важно не только точно отрезать шпон, но и подобрать рисунок текстуры, который будет гармонично смотреться на поверхности мебели. Этот этап требует внимательности и аккуратности, так как правильно подобранный шпон придаст изделию эстетически привлекательный вид.

Гидравлическая гильотина для шпона MD310 предназначена для чистовой обрезки шпона в заданный размер и вырезки дефектных мест. Прямолинейная и параллельная рубка шпона - существенное достоинство данных станков. Высокая точность рубки обеспечивает в дальнейшем качественное склеивание шпона любых сортов.
После раскроя шпона, заготовки из шпона необходимо сшить термопластичной нитью. Для этого используется специальный станок для сшивки шпона. Полученный материал будет служить качественным облицовочным покрытием для деревянных заготовок. Сшивка шпона обеспечивает его прочность и долговечность, что особенно важно для последующих этапов обработки.

Ручная машинка для сшивки шпона KUPER HFZ-4 — предназначена для соединения полоски шпона между собой клеевой нитью все тем же надежным и эффективным методом зигзаг.
Для надежного соединения шпона с древесными заготовками необходимо двухстороннее нанесение клея. Это осуществляется с помощью машины для нанесения клея, которая равномерно распределяет клей по поверхности заготовок. Данный этап требует точности и равномерности, так как от качества нанесенного клея зависит прочность и долговечность конечного изделия.

Рабочая ширина, 1000 мм. Макс. рабочая толщина, 100 мм. Диаметр распределяющих роликов, 185 мм.
Облицовка заготовок шпоном осуществляется с помощью горячего пресса для облицовывания плоских щитов. Под воздействием температуры и давления шпон надежно приклеивается к поверхности заготовок, образуя ровное и прочное покрытие. Этот этап обеспечивает эстетически привлекательный внешний вид мебели и защиту древесины от внешних воздействий.

Пресс с подвижной нижней плитой, с электрическим нагревателем для масла.
После облицовки заготовок шпоном, необходимо провести чистовую прямолинейную обрезку для получения точных размеров ширины и длины. Для этого используется форматно-раскроечный станок, который позволяет достичь высокой точности и аккуратности. Правильная обрезка заготовок является залогом точной сборки и качественного конечного изделия.
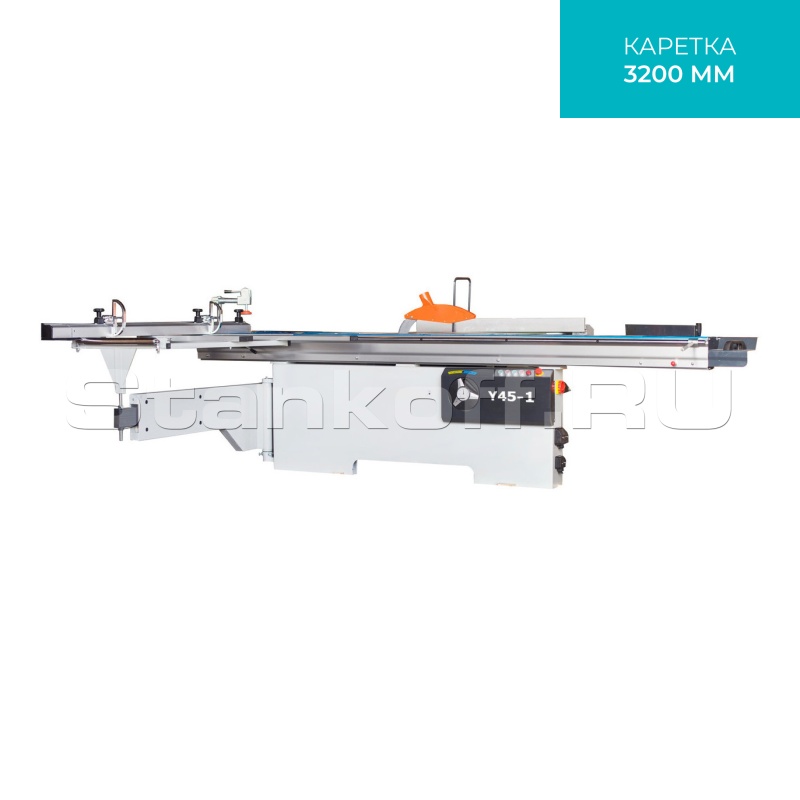
Роликовая каретка. Размеры каретки 3200х370 мм. Наклон пилы 0-45°. Суммарная мощность 6,6 кВт. Масса 680 кг.
Заключительным этапом изготовления боковых стенок, крышки, дна и задней стенки является облицовка кромок заготовок. Для этого используется кромооблицовочный станок, который наносит кромочный материал, подобранный по цвету и текстуре, на кромки заготовок. Полоски натурального шпона обеспечивают гармоничный внешний вид и дополнительную защиту кромок от повреждений.

Толщина кромки – 0,3-3 мм. Скорость подачи – 0-15 м/мин. Мощность – 1,4 кВт. Объем ёмкости для клея – 2000 мл. Длина станка – 1730 мм. Ширина станка – 890 мм. Высота станка – 980 мм.
Изготовление декоративной накладки и дверцы для мебели из массива древесины — это процесс, требующий особого внимания к деталям и высокого уровня мастерства. Начинается он с тщательной подготовки заготовок, затем идет фугование, раскрой, профильное фрезерование и нанесение сложных рисунков, что придает изделию уникальность и эстетическую привлекательность. Каждый этап требует использования специализированного оборудования и точности исполнения, чтобы обеспечить идеальное соответствие всех элементов и высокое качество конечного продукта. Итогом этих усилий становится не только функциональная, но и по-настоящему красивая часть мебели, способная украсить любой интерьер.
Процесс изготовления декоративных накладок и дверец начинается с фугования заготовок из массива ценных пород древесины. Этот этап выполняется на фуговальном станке и позволяет создать базовую поверхность для дальнейшей обработки. Фугование обеспечивает ровность и гладкость поверхности, что является важным условием для последующих операций.

Комбинированные деревообрабатывающие станки - предназначены для комплексной обработки столярных изделий на малых предприятиях, фермерских и личных подсобных хозяйствах.
Следующим этапом является обработка заготовок с помощью рейсмусового станка. Этот процесс позволяет получить точный размер по толщине, что особенно важно для точной подгонки элементов при сборке. Этот этап обеспечивает высокое качество и точность заготовок, что является залогом прочности и долговечности изделия.

Двусторонний рейсмусовый станок МВ204СL предназначен для продольного двухстороннего фрезерования в размер по толщине плоских заготовок из древесины. Используется на предприятиях и цехах по производству столярно-строительных изделий, клееных щитов, производству мебели, деревянного домостроения и других деревообрабатывающих производствах.
После обработки на рейсмусовом станке, заготовки раскраиваются на заданный размер с припуском на дальнейшую обработку. Для этого используется форматно-раскроечный станок, который обеспечивает точный и аккуратный раскрой. Этот этап является подготовительным к следующей, более детальной обработке заготовок.

Роликовая каретка. Размер каретки – 3200х410 мм. Наклон пилы – 0-45°. Суммарная мощность – 6,6 кВт. Масса – 900 кг.
Для создания филенчатой вставки и горизонтальных и вертикальных брусков используется копировально-фрезерный станок. Профильное фрезерование позволяет придать заготовкам необходимые формы и размеры, что является важным для последующей сборки фасада.
Станок предназначен для фрезерования прямолинейных и криволинейных контуров, пазов и гнезд, а также сверления и зенкования отверстий в мебельных и столярных заготовках.
Для придания заготовкам эстетически привлекательного вида выполняется объемное фрезерование лицевой поверхности с помощью фрезерного станка с ЧПУ. Этот процесс позволяет нанести на поверхность заготовки различные узоры и рисунки, что делает изделие уникальным и оригинальным. Нанесение рисунка требует высокой точности и мастерства, так как любые погрешности могут негативно сказаться на внешнем виде изделия.

Рабочая зона (X*Y), 1530*1530Двигатель привода X,Y, Z, шаговый.
После нанесения рисунка, осуществляется сборка полотна фасада из брусков и филенки. Для этого используется сборочная вайм, которая обеспечивает точное и надежное соединение всех элементов.

Максимальный размер зоны прессования, мм - 3000x2000x100 Вертикальные прессующие блоки, шт - 3 Горизонтальные прессующие блоки, шт - 2
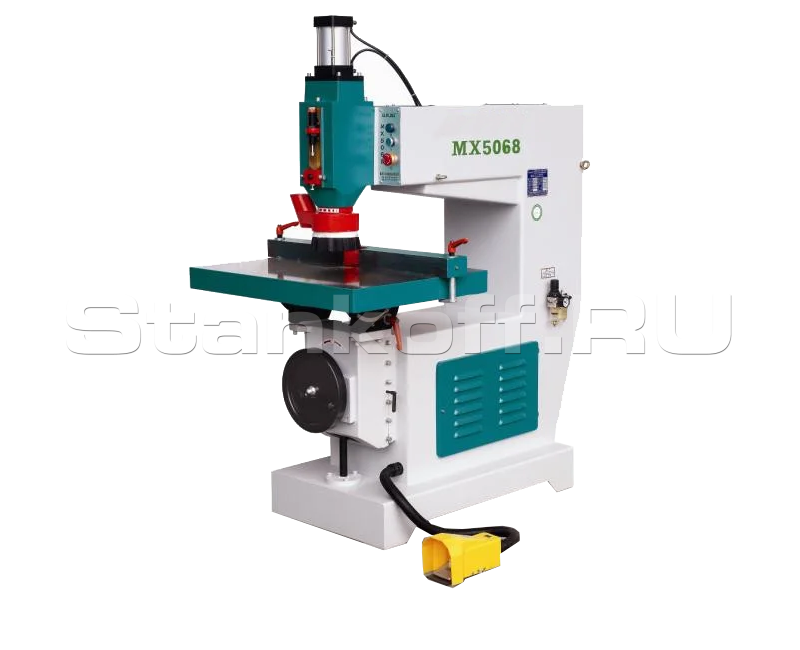
Для установки фурнитуры и соединительных элементов (шкантов) необходимы сквозные и глухие отверстия в пластях и кромках заготовок. Этот процесс выполняется с помощью сверлильно-присадочного станка.

Количество шпинделей – 21 шт. Расстояние между крайними шпинделями – 640 мм. Максимальная глубина сверления – 65 мм. Мощность – 1,5 кВт. Расстояние между шпинделями – 32 мм.
Перед покраской необходимо провести двухстороннее шлифование пластей заготовок с помощью калибровально-шлифовального станка. Этот процесс позволяет подготовить поверхность для нанесения лакокрасочного покрытия, обеспечивая ее ровность и гладкость.

Рабочая ширина – 420 мм. Толщина заготовки – 3-110 мм. Скорость подачи – 5-25 м/мин. Мощность – 14,5 кВт.
Заключительным этапом изготовления декоративных накладок и дверец является нанесение лакокрасочного покрытия на все заготовки. Этот процесс выполняется в покрасочной кабине с водяной завесой и активным водяным полом, что обеспечивает высокое качество и равномерность покрытия. Покраска придает изделию законченный вид, защищая его от внешних воздействий и повышая его долговечность.
Описанные технологии и оборудование открывают широкие возможности для успешного производства мебели из массива дерева. Инвестируя в качественные станки и уделяя внимание каждому этапу процесса, вы сможете создавать мебель, которая сочетает в себе функциональность, стиль и долговечность. Такие изделия не только украсят интерьеры ваших клиентов, но и станут вашим залогом успеха в мебельном бизнесе.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...












 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!