
Филенчатые двери из массива дерева - это не просто крепкий и качественный элемент интерьера. Они придают уют и природную красоту любому дому. Благодаря разнообразию отделок и окраски, а также украшений вроде резьбы или лакировки, эти двери легко вписываются в любой стиль.
Кроме того, филенчатые двери могут служить элементами декора, превращая дверные проемы в художественные объекты.
Производство таких дверей сочетает в себе столярное дело, инновационные технологии и использование высококачественных материалов. Давайте погрузимся в процесс изготовления филенчатых дверей из массива дерева.
Первым шагом в изготовлении филенчатых дверей является выбор подходящего сырья – массивной древесины. Для качественных дверей часто используют такие породы дерева, как дуб, ясень или орех. Каждая из этих пород обладает своими уникальными характеристиками, такими как прочность, текстура и цвет, что позволяет выбрать оптимальный вариант в зависимости от дизайна помещения и предпочтений заказчика.
После выбора материала приступают к проектированию и дизайну двери. Этот этап включает в себя определение размеров, формы, стиля и декоративных элементов. Современные технологии позволяют создавать 3D-модели, которые помогают визуализировать окончательный результат и внести необходимые корректировки до начала изготовления.
Процедура фрезерования заготовок имеет критическое значение для итогового качества филенчатых дверей. Вертикальных и горизонтальные бруски дверных коробок и дверей фрезеруются с помощью четырехстороннего станка. Это гарантирует точное соответствие размерам, а также позволяет получить заготовки с высокой чистотой поверхности.

Количество шпинделей, шт - 6 Максимальная рабочая ширина, мм - 25-210 Максимальная рабочая толщина, мм - 8-140 Длина рабочего стола, мм - 1970 Скорость подачи, м/мин - 6-36
Этот этап выполняется на торцовочном станке, с целью получения брусков нужного размера с учетом припуска для последующей обработки на шипорезном станке. Такая точность в обработке торцов необходима для дальнейшей стабильности конструкции дверей.
Важно отметить, что точность выполнения этого этапа зависит от множества факторов, таких как точность настроек оборудования, качество материалов и соблюдение технических стандартов. Недостаточно точные торцы могут привести к несоответствиям в размерах и форме, что в свою очередь может создать трудности в сборке дверной конструкции, а также повлиять на ее прочность и долговечность.

Подъем пильного диска производится посредством пневматической системы, гарантирующей высокую скорость производственного процесса. Станок оборудован функцией регулирования скорости торцевания, благодаря чему достигается высокая степень его производительности. Заготовка надежно фиксируется на поверхности рабочего стола в автоматическом режиме посредством прижимного механизма. В качестве обрабатывающего инструмента станок использует пильное полотно диметром 350 мм.
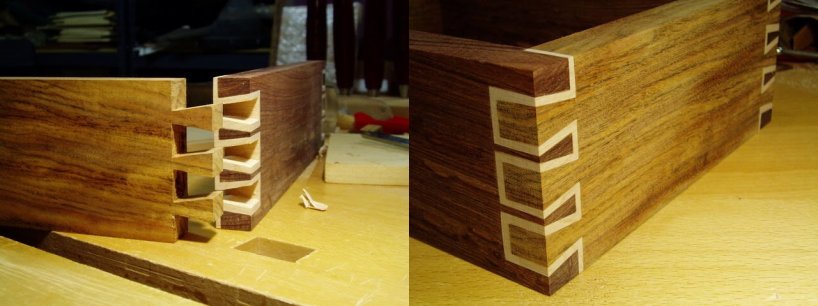
Односторонний шипорезный станок используется для создания шипов и проушин на торцах вертикальных и горизонтальных брусков коробок. Это обеспечивает прочное и качественное соединение между элементами коробки. Это важно, потому что конструкция двери должна быть не только прочной, но и устойчивой к деформации и погодным условиям. Именно хорошее соединение элементов коробки обеспечивает эти качества.

Станок предназначен для фрезерования прямых шипов и проушин деталей рамочных и каркасных конструкций из древесины.
На этом этапе, с помощью форматно-раскроечного станка клееный щит разрезается на заготовки нужных размеров без сколов на лицевых поверхностях, что позволяет соблюсти допуски и обеспечить идеальную посадку дверного полотна в коробке.

Роликовая каретка. Размеры каретки 2000х370 мм. Наклон пилы 0-45°. Суммарная мощность 4,75 кВт. Масса 410 кг.
После прохождения через калибровально-шлифовальный станок заготовки становятся однородными по толщине и имеют идеально гладкую поверхность без дефектов.

Рабочая ширина – 630 мм. Толщина заготовки – 3-110 мм. Скорость подачи – 5-25 м/мин. Мощность – 20,5 кВт.
Этап профильного фрезерования филенок по контуру, горизонтальных брусков дверей и импоста выполняется на копировально-фрезерном станке. Благодаря этому обеспечивается необходимая стабильность конструкции.
Станок предназначен для фрезерования прямолинейных и криволинейных контуров, пазов и гнезд, а также сверления и зенкования отверстий в мебельных и столярных заготовках.
Этот этап предусматривает использование фрезерного станка с ЧПУ для создания рисунков и художественного орнамента на лицевых поверхностях филенок. Это могут быть как абстрактные рисунки, так и изображения различных предметов и объектов – от цветов и растений до архитектурных элементов и геометрических узоров. Этот этап позволяет добавить эстетики и индивидуальности конечному продукту.

Станина из толстолистового уголка и профилей прямоугольного сечения, прошедшие специальную обработку отжигом, обеспечивают высокую жесткость конструкции, а также долговечность эксплуатации станка без потери точностных параметров. Вакуумный стол позволяет быстро и неподвижно установить заготовку на рабочий стол за счет двух мощных вакуумных насосов по 5,5 кВт. каждая. Станок по всем осям оснащен квадратными линейными направляющими и каретками фирмы PMI. Линейный магазин автоматической смены инструмента.
Сборка дверей является одним из наиболее ответственных этапов производства. В этот момент все ранее изготовленные детали и компоненты становятся единым целым. Главным оборудованием, используемым при сборке дверей, является гидравлическая сборочная вайма. Это специализированный станок, который предназначен для высокоточной сборки полотна двери и коробки. Гидравлическая система позволяет контролировать силу, при которой происходит сборка, что важно для обеспечения правильного прилегания всех элементов. От правильной сборки зависит прочность и долговечность двери.

Максимальный размер зоны прессования, мм - 3000x2000x100 Вертикальные прессующие блоки, шт - 3 Горизонтальные прессующие блоки, шт - 2
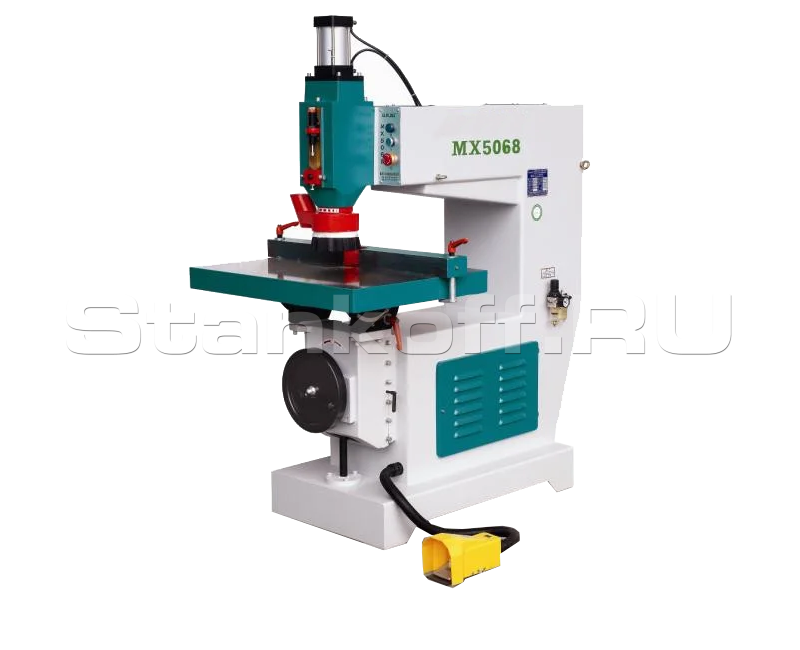
Выборка паза под замок и под дверные петли на полотне двери выполняется на сверлильно-пазовальном станке. Это важно для правильной установки фурнитуры и защелкивания двери. Сверлильные станки могут быть оснащены специальными насадками, позволяющими выполнить сверление под различные типы крепежных элементов, такие как замки, петли, угловые элементы, дверные ручки и т.д. Эти насадки обеспечивают точное и четкое сверление, гарантируя идеальную посадку и крепление всех компонентов двери.

Предназначен для нарезания продольных пазов и гнезд под шип, сверления отверстий. Столы наклоняются в 2-х плоскостях. Точная регулировка наклона стола вперед/назад осуществляется по угловой шкале +/-45 град. Точная регулировка наклона стола влево/вправо осуществляется по угловой шкале +/-20 град. Рабочие столы регулируются по высоте и углу наклона независимо друг от друга. Два рабочих стола позволяют увеличить производительность. Быстрая настройка на нужный размер. Глубина паза регулируется концевым выключателем. Ширина паза удобно регулируется с помощью цифрового счетчика. Высокая скорость обработки. Надежная конструкция. Станок может работать в карусельном режиме.
На плоскошлифовальном станке производится обработка полотна двери для устранения мелких недочетов и дефектов, возникших в процессе изготовления. Этот этап позволяет получить дверь с равномерным, гладким, приятным на ощупь и качественным покрытием, а также подготовить поверхность двери к нанесению лакокрасочного покрытия. На шлифовальных станках могут применяться разные типы шлифовальных лент или дисков, в зависимости от степени обработки и требований к качеству поверхности.

Предназначен для шлифования плоских поверхностей щитовых деталей из массивной древесины и мебельных щитов, в том числе облицованных шпоном и покрытых полиэфирным лаком узкой шлифовальной лентой на подвижном столе с утюжком. Специальная конструкция станины позволяет обрабатывать щитовые детали неограниченной длины. Возможность поворота шлифовального узла под углом 90°.
В покрасочных камерах происходит грунтовка и нанесение лакокрасочного покрытия. Это позволяет защитить древесину от внешних воздействий и обеспечить долговечность и красоту двери.

Окрасочная камера КОС 3000 с сухим фильтром — рассчитана на длительный срок службы, позволяет работать с широким спектром лакокрасочных материалов, обеспечивая оптимальные условия труда при минимальных затратах.
Важным этапом в изготовлении филенчатых дверей является контроль качества. Каждая дверь должна пройти тщательную проверку на соответствие стандартам качества и безопасности. Это включает в себя проверку геометрии, прочности соединений, равномерности покрытия и других параметров, чтобы убедиться в высоком качестве конечного продукта.
После завершения производства дверь устанавливается на место с помощью специальных крепежных элементов. Важно правильно установить дверь для обеспечения надежного и безопасного использования. После установки рекомендуется регулярное обслуживание и уход за дверью для поддержания её в отличном состоянии на протяжении многих лет.
Филенчатые двери из массива дерева — это стильное, надежное и экологически чистое решение для интерьера. Они обладают натуральным шармом, высокой прочностью, хорошими звуко- и теплоизоляционными характеристиками. Такие двери создают в помещении атмосферу уюта и удобства, становясь отличным выбором для тех, кто ценит натуральные материалы и превосходное качество.
Производство дверей из массива дерева — это сложный процесс, включающий в себя выбор подходящего древесного материала, его обработку на соответствующих станках, монтаж и отделку. Каждый этап требует большой точности и профессионализма, чтобы дверь получилась качественной, надежной, и служила долгие годы.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...



![Оборудование для мебельного производства: обзор станков для изготовления корпусной, мягкой и кухонной мебели [Часть 1]](http://www.stankoff.ru/files/blog/KAPoj20A4wvIMTslFxBn4lDmQTRtG3OHpPZxiaXd.jpg)




 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Спасибо за предоставление почуствовать работу станков! Удачи вам ребята!!!