Тандемные листогибочные прессы, возможно, не лучший выбор для всех видов гибки длинных заготовок, но, когда этот тип формовочной деятельности составляет не менее 20% от всех операций цеха, приобретение таких станков имеет смысл.
Давайте рассмотрим два примера, когда использование тандемного листогибочного пресса себя оправдывает.
Однако прежде, чем мы начнем, если вы не знаете, что такое тандемный листогибочный пресс, просто представьте себе два листогибочных пресса с ЧПУ, обычно одинакового размера, расположенных рядом друг с другом, но сконфигурированных так, чтобы их можно было использовать как один гибочный станок. Если нет необходимости сгибать длинные заготовки, каждый из этих листогибочных прессов можно использовать индивидуально.
Кому может понадобиться такой тип установки листогибочных прессов? Допустим у вас предприятие по изготовлению прицепов, и вы производите множество длинных заготовок для особенно длинных прицепов. Если доля больших прицепов не составляют большую часть продаж, но она в районе 20%, это означает, что для вашего объема производства имеет смысл использовать тандемную конфигурацию листогибочных прессов.
Вы можете приобрести два пресса с усилием гибки 230 тонн, которые можно объединить, чтобы получить станину длиной 8,5 м для гибки швеллеров длиной 6 м. Для остальных 80% формованных изделий компании, которые имеют меньшую длину, операторы могут использовать два пресса в качестве отдельных гибочных станков с длиной изгиба 4 м.
Еще один пример, допустим у вас компания по производству строительных компонентов и требуется пресс, который может изготовить длинные металлические кабель-каналы. Вам нужна станина длиной не менее 12 м и усилие формования не менее 400 тонн.
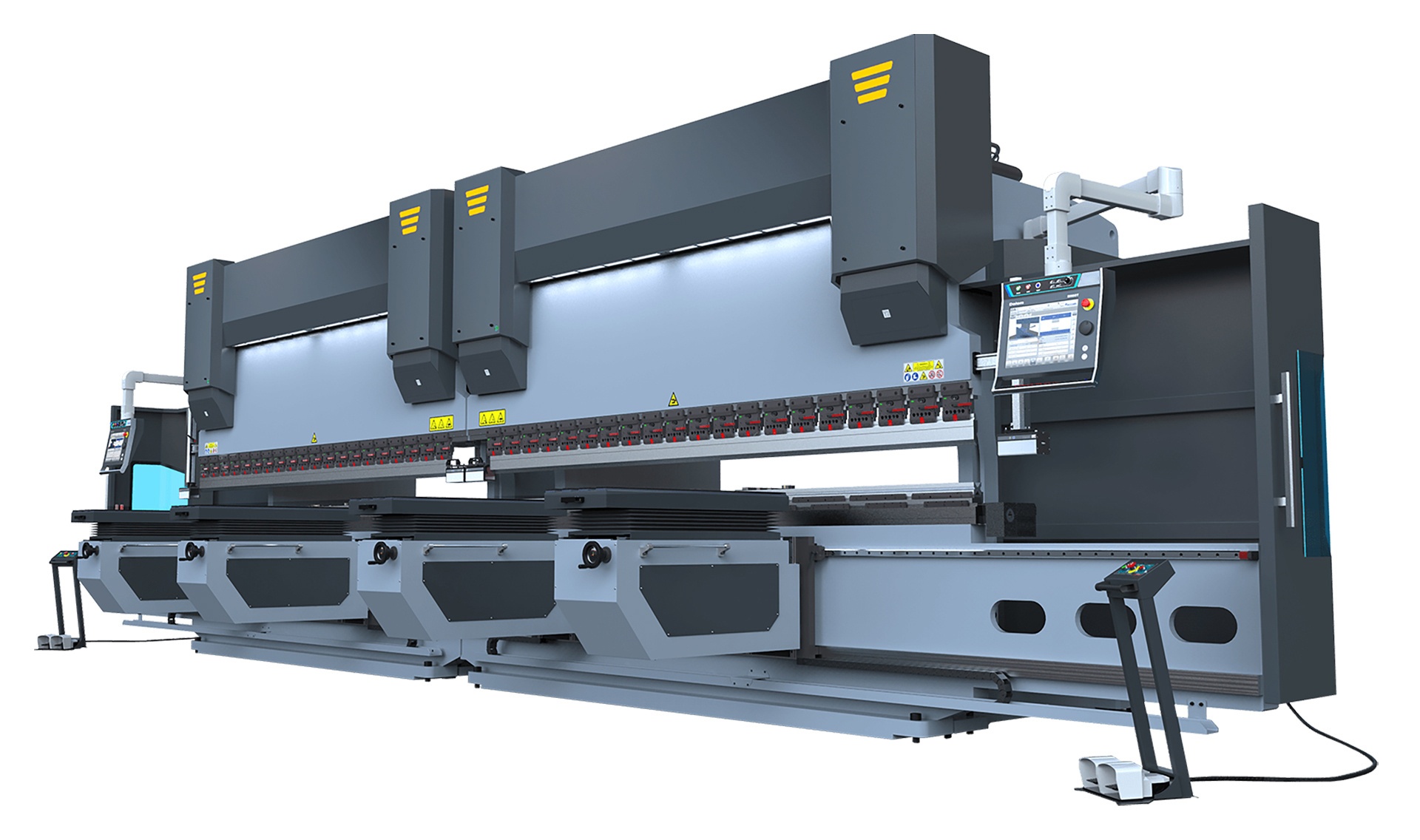
Один пресс с такой длинной станиной, способный создавать давление формования 400 тонн, вероятно, был бы наиболее подходящим решением, но если вы работаете в здании с низкими потолками и мостовым краном, в этом случае, 400-тонный пресс с 12-метровой станиной был бы слишком велик, чтобы вписаться в это пространство. Однако тандемный пресс имеет гораздо более низкий профиль и сможет поместиться прямо под мостовым краном. На фотографиях ниже как раз такой пример. В этой установке два 400-тонных листогибочных пресса длиной 6 м соединены в тандемном режиме c целью изготовления длинных С-образных профилей для строительного применения.
Тандемные листогибочные прессы имеют дополнительное преимущество: не нужно строить специальную рабочую площадку, которая обычно требуется для установки высокотоннажных одиночных прессов с широкими станинами. Это представляет собой экономию средств, которая может легко остаться незамеченной при выборе между большим листогибочным прессом или конфигурацией тандемного пресса.
Тандемные листогибочные прессы также обеспечивают резерв для гибки более мелких деталей, что может быть практично, если один из прессов отключен на техническое обслуживание.
В современном производственном цехе большая часть программ гибки выполняется в автономном режиме в целях повышения эффективности, это позволяет операторам, не тратить время на управление станком и сосредоточиться на других задачах.
Однако при работе с тандемными листогибочными прессами вам необходимо помнить, что теперь нужно контролировать два станка. Все становится немного сложнее.
У вас нет сплошной станины или сплошной системы компенсации прогиба. Вы пытаетесь синхронизировать четыре цилиндра, а не два, и пытаетесь заставить два плунжера действовать как единое целое, одновременно рассчитывая правильную компенсацию прогиба. Это непростая задача.
В тандемном режиме вы должны видеть деталь и думать о ней как о двух половинах. Создайте программу для одного листогибочного пресса и одной половины детали, а затем продублируйте эту программу на другом листогибочном прессе.
Обычно на листогибочном прессе у вас есть два цилиндра, и вы сгибаете деталь в центре. Если вы перейдете в тандемный режим, фокус сместится с центра отдельных прессов.
Программа должна гарантировать, что цилиндры гибочных прессов не прикладывают расчетное усилие в центре пресса, а распределят это усилие по всей длине заготовки, которая находится на двух прессах. Любое отклонение усилия гибки на одном листогибочном прессе в тандемной конфигурации негативно влияет на другой листогибочный пресс, что приводит к потенциальным проблемам с производительностью и плохой форме деталей.
Если целью является точная гибка, то один гибочный пресс, вероятно, является лучшим вариантом, поскольку эти устройства оснащены автоматизированными системами компенсации прогиба, которые помогают компенсировать отклонение, возникающее в плунжере по мере его движения к заготовке. Без компенсации прогиба заготовка, скорее всего, будет иметь некоторую деформацию в центральной части. Это особенно актуально при формовке длинных деталей.
В тандемном гибочном прессе система управления синхронизирует цилиндры машины с регулярными интервалами в доли секунды. Для производства таких же высокоточных деталей, что и на одиночном прессе, при тандемной конфигурации необходимо вносить больше корректировок и поправок.
Говоря о тандемных гибочных прессах, естественно, большое внимание уделяется длине детали. Однако необходимо учитывать и ширину, поскольку в центре гибочного окна находятся две колонны листогибочных станков.
Таким образом, ширина формируемой конечной детали должна вписываться в глубину, обеспечиваемую двумя колоннами С-образной рамы. В связи с этим производителям металлоконструкций необходимо иметь действительно хорошее представление о том, какие типы деталей предназначены для тандемных гибочных прессов, прежде чем делать такие большие инвестиции.
Новейшее программное обеспечение и стойки ЧПУ сильно упрощают обработку металла, но цеху, безусловно, нужен человек с опытом работы на гибочном прессе, который будет руководить всей последовательностью гибки. Это позволит не только избежать низкого качества деталей, но и риска повреждения пресса, оснастки и, возможно, заготовки.

Использование роботизированных рук для работы с тандемными листогибочными станками возможно. При использовании подвесного портала робот может быстро перемещаться по всей длине тандемной установки.
C точки зрения безопасности тандемные прессы можно рассматривать такими же безопасными, как и отдельные листогибы. Обычно, на обоих гибочных станках установлены системы оптической защиты и, если пальцы оператора оказываются на пути пуансона, когда инструмент вот-вот достигнет заготовки, светозащитные устройства срабатывают, выключая гибочный пресс и останавливая движение плунжера.
Каждая машина также поставляется со своими педалями, одна для левой машины, другая для правой. Когда один оператор нажимает на педаль, другой оператор также должен нажать на педаль в течение секунды или двух, чтобы пресс опустился.
Автоматизация работы тандемного гибочного пресса может быть осуществлена с помощью его интеграции с промышленными роботами-манипуляторами. Современные ЧПУ системы и системы управления роботами можно синхронизировать для точной и эффективной работы.
Преимущества автоматизации включают повышение производительности, снижение затрат на труд, улучшение качества продукции и гибкость производства. Это особенно полезно при обработке крупных деталей и в условиях массового производства, где робот может перемещаться между прессами для подачи заготовок и укладки готовых изделий.
Несмотря на то, что оба листогиба из тандемной конфигурации спроектированы для работы как один гибочный пресс, они все еще представляют собой два отдельных станка. Это важно помнить, потому что при одновременной работе двух одинаковых по размеру прессов вы не получите вдвое большее усилие гибки.
Те, кто плохо знаком с концепцией тандемных гибочных прессов, могут подумать, что две машины в тандеме удваивают тоннаж независимо от того, где происходит гибка, но это не так. Даже в тандемной конфигурации гибочный пресс может выдавать только тот тоннаж, на который он рассчитан, не больше. Так, например, 230-тонный листогибочный пресс, работающий в тандеме с другим 230-тонным листогибочным прессом, обеспечит максимум 230 тонн усилия формовки.
Тандемные гибочные прессы не так часто встречаются в цехах, но они играют важную роль для тех производителей металлоконструкций, у которых есть специальные задачи. Возможно, когда-нибудь они подойдут и для вашей работы.

 3
3
Синхронизированный гидравлический листогибочный станок с ЧПУ HBC 135/3200 4 axis
Усилие 135 тонн. Длина гиба 3200 мм. Расстояние между колоннами 2600 мм. Глубина зева 320 мм. Мощность двигателя 7,5 кВт.

 5
5
Гидравлический листогибочный пресс KRRASS PBS 135/3200 4 axis
Усилие – 135 тонн, Длина гиба – 3200 мм, Расстояние между колоннами – 2700 мм, Глубина зева – 410 мм, Макс. раскрытие – 545 мм, Мощность – 10,8 кВт.
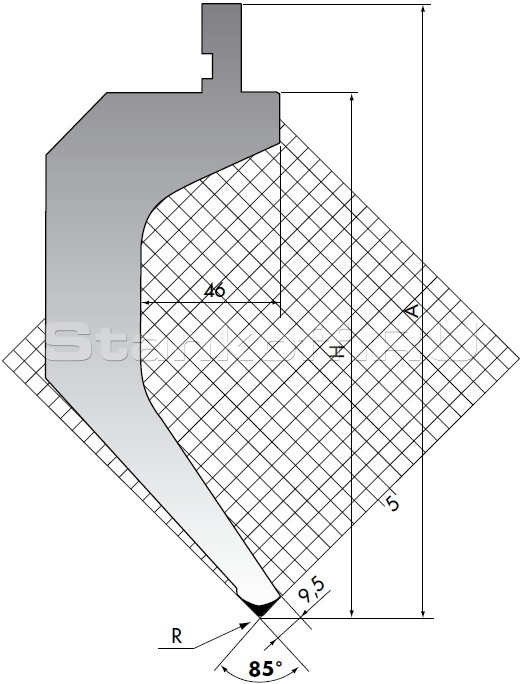
Пуансон для листогибочного пресса TOP.205.85.R08/FA/R
Длина пуансона 495 мм. H 175 мм. A 205 мм. R 0,8 мм. Максимальное усилие 70 т/м.


Коллекция головоломок сделанных с помощью лазерно-гравировального станка [макеты для резки прилагаются] Владимир Спасибо за статью! А мы вот сделали stickercut для...
Черные и цветные металлы: различия и области применения Артём монстр трак
18 различных типов металла — факты и применение Ра Просто восхитительно, спасибо)
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 2] Виктор Если вас интересует контроллер для гравировки орнамента ....
Строим фрезерный станок с ЧПУ своими руками [Схемы + Чертежи] Николай Семеновых, Санкт-Петербу Меня интересуют вопросы самодельного 3D-принтера для...
Почему латунь, бронза и медь зеленеют? Станислав Вы ошибаетесь, называя этот процесс окислением. Оксид...


![22 совета по использованию нового листогибочного пресса [часть 1]](https://www.stankoff.ru/files/blog/Wz1o5QDtTmzAb6GXqZm5JruraoqxGZOGXJpGSeFM.jpg)







 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](https://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](https://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](https://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](https://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](https://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!