
Производственная отрасль стремится к миниатюризации, что обусловлено спросом на высокоточные миниатюрные изделия, состоящие из мельчайших деталей или изделий нормального размера с мельчайшими деталями. Этот спрос не зависит от конкретного сектора, он наблюдается в автомобильной, медицинской, аэрокосмической, электронной и коммуникационной промышленности. Чтобы удовлетворить этот спрос, возникла прецизионная микрообработка. Однако чаще всего при упоминании микрообработки в голову приходит мысль о миниатюрных деталях.
Хотя аргумент, лежащий в основе такой идеи, здравый, он неточен, поскольку этот термин не имеет ничего общего с размером деталей. Напротив, как мы рассмотрим ниже, зачастую он относится к изготовлению миниатюрных элементов на деталях любого размера. В общих словах данный вид обработки подразумевает использование инновационных методов и инструментов для достижения желаемого уровня точности и аккуратности. В этой статье мы рассмотрим, что такое микрообработка, сравним ее с обычной обработкой, обсудим различные процессы микрообработки, представим обзор систем, инструментов и оборудования, используемых в микрообработке, а также поговорим о её применение в различных секторах и отраслях промышленности.
Термин микрообработка может использоваться для обозначения процесса обработки деталей, которые слишком малы для обычных процессов обработки. Однако если рассматривать этот процесс с технической точки зрения, учитывая буквальное значение слова "микро", которое означает миллионную долю единицы, в данном случае метра, то определение приобретает новую форму. В данном контексте микрообработка подразумевает использование субтрактивных микроинструментов и технологий для изготовления деталей, с размером в диапазоне от 1 микрометра (мкм) до 999 мкм. Это означает, что диаметр режущих кромок инструментов составляет от 1 мкм до 999 мкм.
Однако Международная академия производственных инженерных исследований (CIRP), которая помогает стандартизировать техническую терминологию, отмечает, что граница микро/макро иногда устанавливается на уровне 500 мкм. (Эта цифра, однако, варьируется в зависимости от используемого метода обработки). В этом случае считается, что диапазон микрообработки в основном варьируется между 1 мкм и 500 мкм. Чтобы еще больше предотвратить двусмысленность, CIRP определяет три критерия, которым должны соответствовать субтрактивные процессы, особенно механические, чтобы считаться методами микрообработки. К ним относятся:
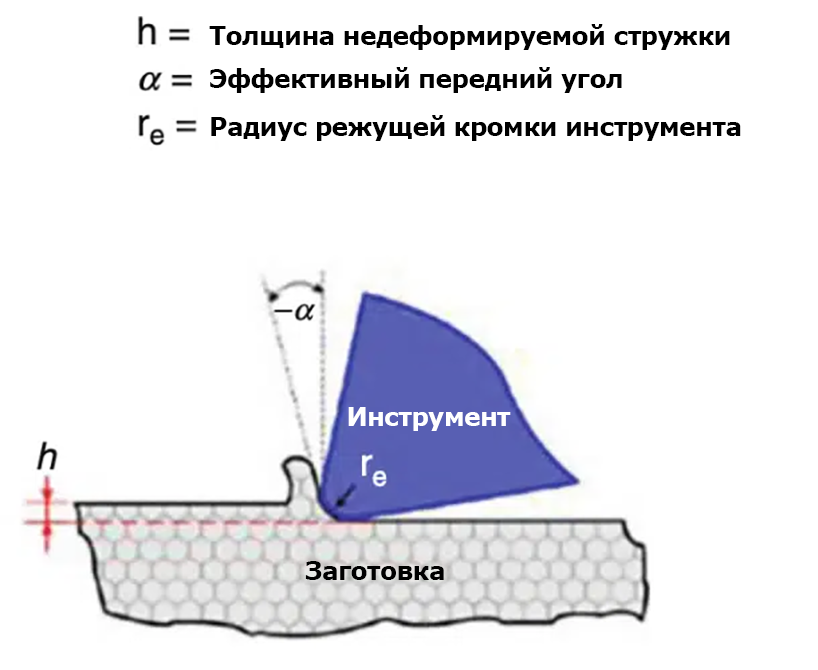
Схематическое изображение толщины недеформированной стружки.
Миниатюрный масштаб инструментов, используемых при микрообработке, порождает определенные проблемы. Одной из основных проблем является возможность поломки инструмента. Это особенно распространено в процессах микрообработки на основе контактных инструментов, которые требуют приложения определенного усилия со стороны микрометровых инструментов к заготовкам. Другие технически ограничивающие факторы включают целостность поверхности, сложность формы и обрабатываемость. Однако существуют различные типы процессов микрообработки. Некоторые из них предназначены для удаления материала без контакта инструмента с заготовкой. Другие могут комбинироваться для достижения заданной чистоты обработки чрезвычайно твердых материалов - это привело к появлению гибридной обработки.
Тем не менее, микрообработка предлагает множество преимуществ по сравнению с обычной обработкой. Например, термические методы микрообработки потребляют меньше энергии, поскольку для работы станков требуется меньшее напряжение и ток, чем для работы обычных систем обработки. Кроме того, при микрообработке достигается высокая точность и прецизионность. Таким образом, она предвещает новую эру точного производства. При микрообработке также достигается лучшая чистота поверхности, хотя в некоторых случаях это зависит от использования чрезвычайно высоких скоростей вращения шпинделя.
Этот процесс также стимулирует инновации, побуждая производителей разрабатывать более дешевые миниатюрные станки, занимающие меньше места. Несмотря на малую площадь, эти станки по-прежнему обеспечивают необходимое качество, точность и прецизионность, хотя и обладают дополнительными преимуществами. Например, они более доступны по цене, потребляют меньше энергии, портативны и т.д. Давайте рассмотрим различные процессы микрообработки.

 147
147
Оптоволоконный станок для резки металла XTC-1530H/2000 Raycus
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.

 1
1
Вертикальный обрабатывающий центр с ЧПУ MetalTec TOPMILL 650F
Размеры стола 800x420 мм. Нагрузка до 500 кг. Перемещение по осям 650 / 450 / 510. Количество инструментов 24.
 1
1
Электроэрозионный проволочно-вырезной станок многопроходной DK 7745 M
Размер рабочего стола, мм - 810×560, Макс. толщина обрабатываемой детали, мм - 450, Мощность, кВт - 2
Существует четыре основных типа процессов микрообработки, а именно:
Как следует из названия, процессы механической микрообработки в основном используют механические силы для удаления материала с поверхности заготовки. Это означает, все действия шлифования, резки или абразивной обработки связанные с взаимодействием инструментов с материалом заготовки. К сожалению, такое механическое взаимодействие приводит к износу инструмента, выделению тепла (особенно при использовании больших сил резания) и различным механическим и тепловым эффектам на поверхности. Ниже рассматриваются различные методы механической микрообработки.
В микроультразвуковой обработке используется суспензия - смесь воды и абразивных материалов с размером частиц 0,1-20 мкм, которая подается на поверхность заготовки инструментом, вибрирующим с ультразвуковой частотой 30-50 кГц и амплитудой 0,1-15 мкм. (Стоит отметить, что минимальная частота в этом процессе намного выше, чем в обычной ультразвуковой обработке, в то время как амплитуда и размер частиц значительно меньше). Вибрирующий инструмент передает кинетическую энергию абразивам, которые отвечают за удаление материала с заготовки. Микроультразвуковая обработка позволяет создавать микрорельеф на твердых керамических материалах, таких как композиты, стекло и кварц.
Микроводоструйная обработка использует кинетическую энергию водяной струи, скорость которой достигает 900 м/с, для удаления материала с поверхности заготовки за счет создаваемого давления. Микроводоструйная обработка используется для резки мягких материалов, таких как свинец, асбест, резина и другие, а также пористых материалов, таких как дерево и гофрокартон.
Микроабразивная струйная обработка использует кинетическую энергию свободных абразивных частиц для контролируемого удаления материала. Эти частицы имеют зернистость около 50 мкм и ударяются о заготовку со скоростью от 150 до 400 м/с. Микроабразивная струйная обработка используется для удаления заусенцев, травления, резки, полировки и очистки хрупких материалов.
В этом методе используется ионный пучок высокой интенсивности и определенного диаметра для удаления материала атом за атомом. Эти перемещенные атомы, ионы или электроны передают свой импульс граничащим с ними атомам, способствуя удалению материала. Обработка микрофокусированным ионным пучком выполняется в вакууме и использует галлий в качестве источника ионов жидкого металла. Этот метод используется для обработки микроинструментов и штампов для электроэрозионной обработки, алмазных микроинденторов, микрохирургических инструментов, изготовления микроконцевых фрез и т.д.
Этот процесс механической обработки использует миниатюрные инструменты, вращающиеся с очень высокой скоростью, для удаления ненужного материала с поверхности заготовки. Скорость вращения может варьироваться от 40 000 до 300 000 об/мин. Чем выше число оборотов в минуту (об/мин), тем выше качество среза и обработки. Кроме того, более высокие скорости снижают вероятность поломки инструмента и повышают производительность.
Микротокарная обработка - это процесс прецизионной обработки, используемый для изготовления малогабаритных деталей с высокой точностью размеров и чистотой поверхности. Это вид токарной обработки, выполняемой на токарном станке, но с очень маленькой глубиной резания и размером инструмента. Микротокарная обработка обычно используется в таких отраслях, как электроника, медицинское оборудование, оптика и микротехнологии, где требуются миниатюрные детали или компоненты.
Процесс включает в себя вращение заготовки на токарном станке, в то время как режущий инструмент снимает материал с поверхности. Однако при микротокарной обработке глубина резания обычно находится в диапазоне микрометров (мкм) или даже субмикрометров. Режущие инструменты, используемые при микротокарной обработке, имеют чрезвычайно малый диаметр, часто менее 1 мм, что обеспечивает точное удаление материала.
Микрошлифование - это процесс, который помогает создавать и обрабатывать трехмерные микрорельефы. Для удаления ненужного материала с твердых и хрупких заготовок из алюминия, кремния и стекла используются миниатюрные инструменты с абразивными материалами, такими как кубический нитрид бора или алмаз. Диаметр таких инструментов обычно составляет менее 1 мм - другими словами, диаметр находится в диапазоне микрометров. Примечательно, что в процессе микрошлифования достигается низкая скорость удаления материала благодаря малой глубине реза и высокой чистоте/качеству поверхности.
Этот механический процесс микрообработки предполагает использование сверла диаметром менее или равным 1 мм для создания отверстия внутри заготовки. Диаметр получаемого отверстия обычно составляет от нескольких микрон до нескольких сотен микрон.
Этот процесс микрообработки при которомматериал удаляется с поверхности заготовки путем абляции (испарения или плавления). Примеры методов термической микрообработки рассмотрены ниже:
Микроэлектроэрозионная обработка - это термический процесс микросверления. Он расплавляет и испаряет материал заготовки посредством контролируемой искры между анодом заготовки и катодом инструмента. Для осуществления этого процесса заготовка погружается в диэлектрическую среду, такую как воздух, керосин или деионизированная вода, при этом заготовка и инструмент разделяются небольшим разрядным промежутком от 1 до 5 мкм.
Микроэлектроэрозионная обработка может использоваться для изготовления элементов на мягких, твердых и высокопрочных материалах. Однако она может использоваться только для обработки электропроводящих материалов. По сравнению с традиционными электроэрозионными станками, микроэлектроэрозионные станки использует меньший ток (до 5 ампер, в то время как электроэрозионная обработка использует не менее 10 ампер) и напряжение (20-180 В по сравнению с 40-400 В), а также меньший разрядный промежуток (1-5 мкм по сравнению с 10-125 мкм). Таким образом, микроэлектроэрозионная обработка способствует снижению затрат. Этот процесс используется для создания микропинцетов, применяемых в нейрохирургии, сопел для струйных принтеров, прецизионных штампов и многого другого.
Этот метод концентрирует/фокусирует высокоэнергетический лазерный луч на заготовке, которая поглощает энергию и нагревается. Это тепло затем плавит и испаряет материал, удаляя его с поверхности заготовки. При обработке микролазерным лучом используется луч более высокого качества чем в обычных лазерных станках, и достигается более качественная обработка поверхности. Этот процесс микрообработки используется для подготовки кремниевых пластин, микротекстурирования алмазных пленок и жестких дисков, а также для сверления микроотверстий в полимерах для корпусов микросхем и печатных плат.
В этом процессе используется сфокусированный пучок высокоскоростных электронов для термического перемещения материалов путем плавления и испарения.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Что такое прецизионная обработка? [Часть 1]» и «23 отрасли, использующие технологию обработки с ЧПУ [Часть 1]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
 13
13
Оптоволоконный лазерный станок для резки металла STL-1530FP/1500 IPG
Листовая станина. Рабочая зона 1500х3000 мм. Источник 1500 Вт IPG. Резка углеродистой стали до 14 мм, нержавеющей стали до 6 мм.
 9
9
Токарный станок c ЧПУ с горизонтальной станиной MetalTec CK 36x750 PRO
Ø обработки, 360 мм. Расстояние между центрами, 750 мм. Мощность двигателя, 5,5 кВт. Система ЧПУ, Siemens Тип направляющих, скольжения. Вес, 1650 кг.
Электроэрозионный проволочно-вырезной станок DK7720
Размер стола, 420×270 мм. Перемещение по осям, 250×200 мм. Максимальная высота заготовки, 300 мм.
Отзывы о компании Станкофф Ирина Огромный ассортимент! Это любимый магазин мужа, покупали...
Дробилка для пластика — своими руками! [Чертежи прилагаются] Искандер ОТЛИЧНО СПАСИБО РЕБЯТАМ ЗА ТРУД
Как правильно выбрать смазочно-охлаждающую жидкость? Але Спасибо за статью. И все же что - 430 или 340 лучше...
Снижаем расходы по всем фронтам: новая автоматизированная линия по производству поддонов Алексей Владимирович Да уж. Спасибо
Лазерная очистка металла: принцип, характеристики и применение Антон Здравствуйте! По наличию оборудования и подбору...
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву Антон Здравствуйте! Актуальную цену на это оборудование можно...
![Руководство по обработке нержавеющей стали [Часть 1]](http://www.stankoff.ru/files/blog/lCFdO9Knh0gq5Ht3kDShpeFjOKvQDyNh0N1jIWyy.jpg)



![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m.webp)

 Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции
Фрезерование на станках с ЧПУ – Подробно про процесс, станки и операции 10 лучших систем ЧПУ в мире
10 лучших систем ЧПУ в мире Черные и цветные металлы: различия и области применения
Черные и цветные металлы: различия и области применения Почему латунь, бронза и медь зеленеют?
Почему латунь, бронза и медь зеленеют? Область применения и интересные факты о меди
Область применения и интересные факты о меди![12 методов изготовления изделий из пластика и примеры их использования [Часть 1]](http://www.stankoff.ru/files/blog/5EajrhQ1N1mq4SMdzLrhvVL5YMvbtkJ4cte2ZkwP-sm.jpg) 12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
12 методов изготовления изделий из пластика и примеры их использования [Часть 1] Лазерная очистка металла: принцип, характеристики и применение
Лазерная очистка металла: принцип, характеристики и применение Виды лазеров: 4 метода классификации
Виды лазеров: 4 метода классификации![Различные виды литья металлов преимущества и недостатки [Часть 1]](http://www.stankoff.ru/files/blog/qc7Dq4L4qo134CGGvQjiCfGdKsJDrGmMj9wYlh2m-sm.webp) Различные виды литья металлов преимущества и недостатки [Часть 1]
Различные виды литья металлов преимущества и недостатки [Часть 1] Муфты — назначения, типы и факторы выбора
Муфты — назначения, типы и факторы выбора![Что такое отжиг? [7 видов процесса отжига]](http://www.stankoff.ru/files/blog/ItTTmsvBPNripAYsLPzmFCiuSBuoWIRR5FN1TAzS-sm.jpg) Что такое отжиг? [7 видов процесса отжига]
Что такое отжиг? [7 видов процесса отжига] 40 интересных фактов о металлах
40 интересных фактов о металлах 18 различных типов металла — факты и применение
18 различных типов металла — факты и применение Что такое термическая обработка металлов? Методы и преимущества
Что такое термическая обработка металлов? Методы и преимущества![Что такое нержавеющая сталь? [ Часть 2]](http://www.stankoff.ru/files/blog/9gKffNBxwZfKX8xu4XZnh74u77oMWzXw6NreGjCy-sm.jpg) Что такое нержавеющая сталь? [ Часть 2]
Что такое нержавеющая сталь? [ Часть 2]![Гибка листового металла - методы и советы по проектированию [часть 1]](http://www.stankoff.ru/files/blog/GO1VKbFFRkZ2mP57FYJnZACDplzbp67kVwrumTJf-sm.jpg) Гибка листового металла - методы и советы по проектированию [часть 1]
Гибка листового металла - методы и советы по проектированию [часть 1] Почему каждый инженер должен использовать САПР?
Почему каждый инженер должен использовать САПР? Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2
Токарная обработка с ЧПУ - процессы, операции и оборудование часть 2 Как работает плазменная резка? Преимущества и недостатки
Как работает плазменная резка? Преимущества и недостатки Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!